
Passing the AWS Structural Welder Qualification Test (vertical up certification on Flux-Cored Arc Welding) can be problematic for some, but insuring the right procedures and techniques are used should make things a lot easier. The good thing about this qualification is that if passed it certifies the welder no just in the 3G position, but also in the 1G, 2G, 3G, 1F, 2F and 3F positions. It does not qualify the welder for overhead 4G position. A welder can take the test with a ¾” plate which will certify him or her to unlimited thickness. The 3/8” test plate will qualify the welder up to ¾” thickness.
How much training you need to pass this test depends heavily on your skill level and familiarity with the code book (AWS D1.1 Structural Welding Code – Steel). The test should take no more than 3 hours.
The details of the test plate are as follows:

AWS Test Plate for 3G FCAW Certification
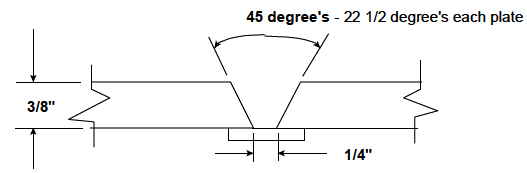
AWS Test Plate 3G FCAW Certification Side View
Procedure Specifications:

AWS 3G FCAW Test Procedure Specifications
Recommended Procedures:
For .045 Wire: 300-340IPM (190-220 Amps), 27-28 Volts, ¾” ESO
For .052 Wire: 240-290IPM (210-250 Amps), 24-25 Volts, ¾” ESO
For 1/16 Wire: 150-165IPM (210-225 Amps), 22-24 Volts, ¾” ESO
Preparing the plate: Be sure to clean the bevel edges and the backing bar. Mill scale is not your friend. It can prevent proper side wall fusion and cause wagon tracks on your root. If your root pass looks smooth and then you have small areas on the sides where it does not wet in properly you may have not removed the mill scale. The tacks should be under the plate, do not tack inside the groove. Make sure the beveled plates are fitted tight so that there are no gaps between the plates and the backing bar.
Root Pass: You can run a stringer or a weave. Typically a slight weave is preferred. By weaving we travel slower which helps with penetration and proper side wall fusion. During practice you should have seen how the slag becomes a shelf that supports the puddle as you work yourself in the vertical up direction. It is also recommended that you do not stop; however, there is nothing in the code preventing you from stopping. VERY IMPORTANT: Your electrical stick out (ESO) is critical. If you get to far off the plate you will lose penetration and you may have an issue with fusion. This will inevitably make you fail the root bend test.
Evaluating the root pass: If you used proper technique the weld should be flat. If your weld is too ropy it means you did not dwell enough on the sides. However, the root pass should only have a slight weave. As you welded you should have been able to tell whether or not you were getting good penetration into the backing bar and the side walls.
Interpass Cleaning: This will be the same for all passes. Chip the slag off and using a wire brush (can be a power wire brush) remove all slag. If your bead has a flat face the slag should come off easy and there should be no slag inclusion. Be sure to remove slag from the toes of the weld, especially if your weld was not smooth.
Hot Pass: There is no rush in getting into the second pass. It is a good idea to allow the plate to cool somewhat. This will make it more comfortable as the radiated heat won’t be as high. Also, if the plate gets too hot your puddle will tend to take a bit more time to solidify. The hot pass should be a weave. Take special care to make sure you are getting go toe wetting into the side walls.
Cap Pass(es): Depending on the size of your previous two passes you may need one or two more passes to complete the test. VERY IMPORTANT: During your practice you should have determined whether you would fill the groove in 3 or 4 passes. The code only allows for a maximum reinforcement of 1/8”. Also, watch your voltage during practice. Undercut can be a problem on the last pass. The code allows for up to 1/32” undercut. This isn’t very much, so don’t bank on that provision to save you.
If you choose to use stringers you may need about six passes total. Once completed, the cross section would look something like this.
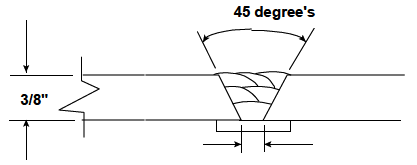
3G FCAW AWS Test Bead Placement using stringer beads
Once you are done you go to test your plate. 1-1/2” sections are cut from the test plate as shown below. A root and face bends are performed. The backing bar is removed from the test specimen before performing the bend test. What you want is for the specimen to bend and have a clean surface. Slag inclusions, incomplete fusion and other weld defects will show up if you did not weld properly which will cause you to fail the exam.
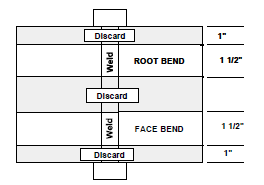
3G FCAW AWS Test Specimen
Qualifying welders according to AWS D1.1 Structural Welding Code (Steel) can be done by fabricators and does not require a CWI, welding engineering or third party consulting. However, sound knowledge of the D1.1 code is a must. If you are in need of qualifying welder or welding procedures to AWS D1.1 but don’t have in-house expertise you can get a copy of Qualification of Welding Procedures, Welders and Welding Operators to get detailed, step-by-step instructions on how to get your qualifications done. It also includes all you need to know to use Prequalified Welding Procedures and save time and money by being exempt from testing.
Reference: Qualification of Welding Procedures, Welders and Welding Operators per AWS D1.1 (2017)
 Do you want more information on how you can perform your own qualifications?
Do you want more information on how you can perform your own qualifications?
“Qualifying Welding Procedures, Welders and Welding Operators” is a guide developed to help you perform your own qualifications in full compliance to AWS D1.1 Structural Welding Code.
Its good to have one of the book handyto have more equevelent setting thru the process.
Where can i take a aws d1 test i have no clue its been years since ive graduated and now im lookin into the welding career i live in fort worth tx
Hello Gilbert, you can try the AWS accredited test facility below. It is in Dallas so shouldn’t be too far. Try them,if they can’t help I’m sure they can point you in the right direction.
Bill Priest Institute for Economic Development/El Centro College
1402 Corinth St.
Dallas, TX 75215

Byron Zarrabi
BZarrabi@dcccd.edu
Pooya Koohbanani
PKoohbanani@dcccd.edu

(214) 860-5880 (214) 860-5763
If you are looking for a Certified Welding Inspector certification per AWS D1.1 then you can look at the entire schedule (dates and cities) for 2016 at the url below:
https://app.aws.org/registrations/prices_schedules
I need infornation about the book
Hello Ambrose. What book are you referring to?