
Category Archives: Uncategorized
8 Common Mistakes Made When Using Prequalified Welding Procedures
Before getting into today’s topic we wanted to make you aware of a new resource we are creating and which will be available soon. Prequalified Welding Procedures for Steel Fabricators will provide a list of prequalified procedures written in conformance with AWS D1.1 Structural Welding Code which can be used in the fabrication of carbon […]
How to Use Prequalified WPSs for Stainless Steel in Accordance with AWS D1.6

AWS D1.6 is the Structural Welding Code for Stainless Steel. Its primary concern is with the structural integrity of weldments and not with resistance to corrosion, creep or sensitization. As a matter of fact, the word “corrosion” appears only eight times in the 9 clauses of AWS D1.6. Requirements for these concerns are the responsibility […]
Understanding Why Your Welds Crack – Part I
Timing of Cracks
Cracks are perhaps the only discontinuity for which there is no allowance. Most codes require that cracks be repaired. Crosscheck cracks on some hardfacing applications may be OK, but in general, if a weld cracks it’s a big problem. This problem is time consuming and costly in most cases. When you get a crack you don’t […]
The 3 Biggest Problems with Welding Procedures
Have you ever developed, written, qualified or approved a welding procedure? If you have, what was the reason? To satisfy the requirements of a contract? To control quality? To improve productivity? To pass an audit? To help new welders? As welding consultants, CWIs and welding engineers we see hundreds of welding procedure specifications (WPSs) every […]
What is Your Biggest Welding Problem?
Welding is a very complicated industrial process with many different variables. Because of this there are an innumerable amount of problems we can experience when we weld. From porosity and spatter to cracked welds, welding problems cost us a lot of money. In some cases welding problems are severe enough to cause significant delays adding […]
Why Are Fillet Break Tests Done for Welder Qualifications
When qualifying a welding procedure specification (WPS) for fillet welds per Clause 4 of AWS D1.1 Structural Welding Code you must only perform a single test. You must do macroetches in three locations as shown below. It is assumed that if we can show root fusion at these three locations that our welding procedure is […]
9 Steps to Develop a Repair Welding Procedure
Some repairs, whether it is repairing a failed weldment or repairing a crack in a casting, may easily be done by simply grinding out the crack and applying more weld. Other repairs, however; are more complicated. Or at least they should be. Just last week a customer contacted us asking for help in developing a […]
Modes of Metal Transfer: Pulse
Pulsed spray refers to a GMAW mode of transfer in which metal droplets are transferred through the arc with changes in amperage produced by the power source. The power source provides a pulsing peak current that raises the amperage above the transition current and allows for axial spray transfer. This peak current is only applied […]
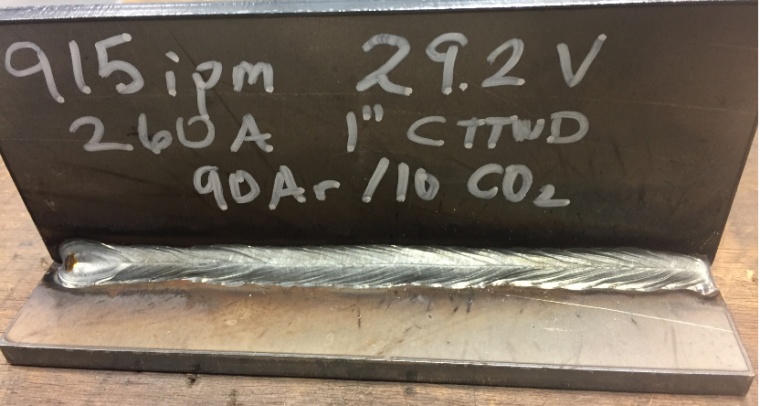
Modes of Metal Transfer: Spray
Spray is a mode of metal transfer in which a fine spray of metal droplets are projected axially from the tip of the electrode to the work. These droplets are smaller in diameter than the electrode. This mode of transfer is characterized by high wire feed speeds (high amperage), high voltage and consequently high heat […]