
Using the right shielding gas is essential not only to prevent porosity but to get proper penetration, the mechanical properties you desire including weld strength, and overall weld quality. In order to select the right shielding gas you need to consider the following:
– Alloy of filler metal
– Material thickness
– Mode of GMAW (spray, short-arc, etc)
– Welding position
– Desired penetration profile
– Cost
The typical welding gases are: Carbon Dioxide, Argon and Argon blends (with Carbon Dioxide, Helium, Nitrogen, Hydrogen and Oxygen).
Gases can be separated into two categories: Inert and Reactive.
Inert Gases
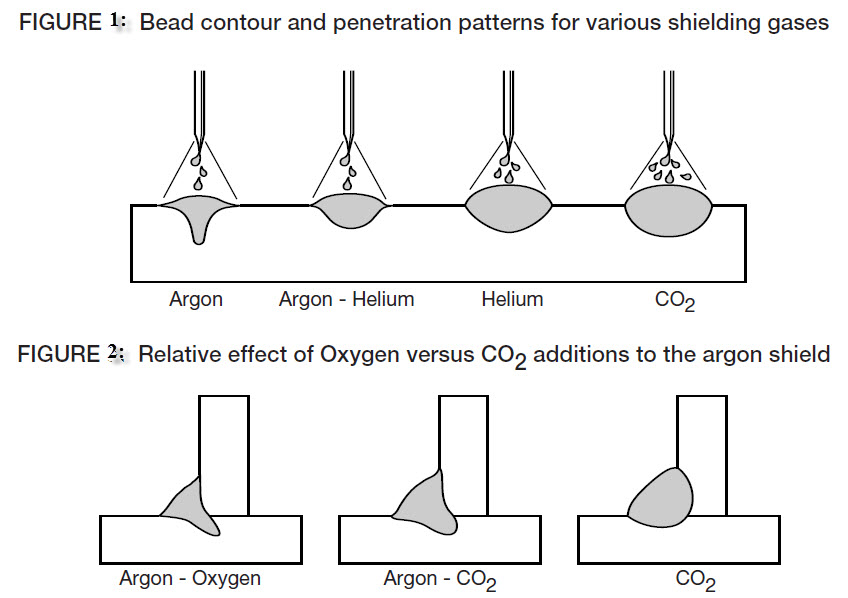
Argon and Helium are inert gases. This means that neither gas will chemically react with the molten weld pool. Argon is the most widely use inert gas since it is readily available and inexpensive compared to helium. It produces a finger-like penetration profile (see images below). Helium has a very high thermal conductivity compared to Argon and it is used for a hotter arc. It is also used on stainless steel tri-mix gas. Helium provides a broad but shallow penetration. Helium and argon are usually mixed when welding aluminum that is 1” or thicker or in thinner sections to compensate for an undersized power source.
Reactive Gases
Carbon Dioxide, Oxygen, Nitrogen and Hydrogen are reactive shielding gases. These gases combine chemically with the weld pool affecting mechanical and chemical properties of the weld metal. Carbon Dioxide is the only one that can be used alone. All can be combined with Argon to get binary shielding gas blends. With the exception of stainless steel tri-mixes, most are only a combination of Argon and one of the reactive gases.
Image 1 below shows effects on bead contour and penetration for the various gases. Figure 2 shows the effect of oxygen versus carbon dioxide when used in argon blends and 100% carbon dioxide.
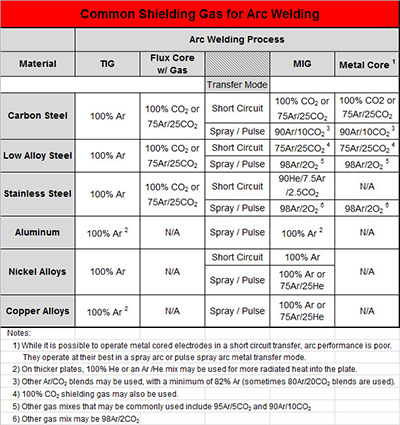
The table below shows the most common welding gases used in arc welding by material type. It also shows which gas to use according to the desired mode of metal transfer (i.e. Short Circuit or Spray). Other gases can be used, especially in argon blends, but these are the most common.
There literally are hundreds of shielding gas mixes. Slightly playing with the percentages of each component can in some cases provide a very desirable effect. Some mixes will have components, such as nitrogen, in the parts per million range, yet it will create a significant effect. Which shielding gas are you using? Have you considered using a different shielding gas? If so, it may be beneficial to read Should You Consider a Different Shielding Gas. Also of interest may be Is Weld Strength Affected by Shielding Gas Mix.
Reference: Lincoln Electric’s GMAW Welding Guide – Jeff Nadzam
A salesman decided that the shielding gas being used in our WPS needed changed. The WPS gas qualified is 90%argon/10% co2 and changed it to 82/18. Do we have to requalify the procedure and where can I find that information in the code.
Hello Bill, if you are following AWS D1.1 a change in the specified nominal percentage composition of a gas mixture requires requalification. This information is found in Table 6.5 PQR Essential Variable Changes Requiring WPS Requalification for SMAW, SAW, GMAW, FCAW and GTAW.
If the procedure was prequalified according to the rules of AWS D1.1 you would only need to revise the current prequalified WPS or write a new one. Table 5.7 shows that for Argon/Carbon Dioxide shielding gas mixtures you can be between 10 to 25% CO2 if using an ER70S-X or E70C-X electrodes.
What filler metal are you using? Was the change in gas made without your knowledge? Many times sales people don’t understand code requirements and recommend (or sell) a different gas trying to do good, but sometimes cause more harm than good.
Getting ready for my 1st NADCAP welding audit.
The question I am having trouble with is AC7110/12S Rev-H Delta 1, G “U3, U7, U20 Is shielding gas contamination tested at the point of use?” Now the guys have been welding for years, but new changes to NADCAP is now asking this question.
Do you sell or know of a certified Color chart?
We weld Steel’s and Titanium.
The guys say to me, as long as the 1st weld looks good the gas is good. But I can’t put that in writing and have it fly. Thank you very much for your time and effort in this matter.
You are correct, simply saying “if it looks good the gas is good” will not fly. Check out this article to get you started. There are definitely color charts to use as guides.
https://weldinganswers.com/how-to-weld-titanium/
Informative post..! Can you help me in choosing the right shielding gas for the material?
Of course. What material are you welding? Please provide also material thickness, weld type (fillet or groove) and desired process (GMAW, FCAW, or GTAW).