

Corten, or COR-TEN, is the trademark name for weathering steels manufactured by U.S. Steel Corporation. Weathering steels are a family of low carbon steel alloys that were specifically developed to provide higher strength and more importantly eliminate the need to paint to protect against the elements (rain, snow, humidity, sun, salt, etc.).
A242 and A588 are the ASTM designations for the two most common types of weathering steel. These also go by the trade names CORTEN-A and CORTEN-B respectively. These steels are alloyed with copper, nickel and chromium. These elements provide the necessary atmospheric corrosion resistance by facilitating the formation of a protective layer of rust which does not penetrate the surface of the steel.

Bridges like the Paper Mill Road Bridge use weathering steel which does not require paint in order to protect from the damaging effects of corrosion due to atmospheric exposure.
Welding weathering steel is relatively simple. It welds very similar to some of the common low carbon steels such as ASTM A36 and ASTM A572. ASTM A588 weathering steel is a structural steel covered under the AWS D1.1. Structural Welding Code. It is a group II steel which means prequalified welding procedures may be used.
The filler metal to be used depends on the following:
- Specific code requirements
- Required strength
- Color matching requirements
As mentioned above, AWS D1.1 covers A588 steels. Because weathering steels are largely used in bridges, AWS D1.5 (Bridge Code) also imposes certain requirements and limitations governing the welding of these steels. If a single pass weld is necessary then standard electrodes such as E7018 and ER70S-6 may be used. There is enough pick up of alloys from the base material in order to give the weld the same properties that allow the formation of the protective layer.
When multiple passes are necessary, whether it is a fillet weld or a groove weld, there will not be enough base metal dilution into the weld to give the weld the desired chemistry. In these cases you must use a filler metal that has been alloyed with nickel. Wires used for welding weathering steels will include those with up to 1% nickel. Examples would be ER80S-Ni1 (GMAW) and E81T1-Ni1C (FCAW) wires. Stick electrodes (SMAW) will have the designation “C3” which indicates that it has been alloyed with 1% nickel. Codes will sometimes require the use of these electrodes not only for matching the chemistry but also for improved notch toughness (improve service performance in cold temperatures).
Preheat and interpass temperature requirements follow those of Group II steels under AWS D1.1 and are based on the thickness of the base metal. A588 weathering steel is a Category B steel and preheat requirements are as follows:
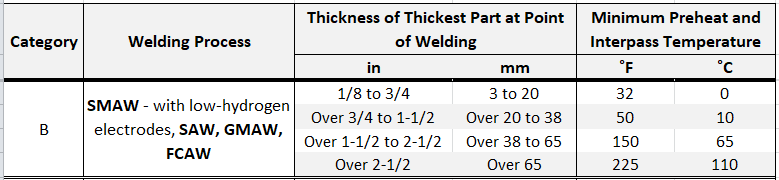
ASTM A588 Weathering Steel is a Category B steel per AWS D1.1 Structural Welding Code as must follow the preheat and interpass guidelines above.
Weathering steels can range from 50 to 100ksi minimum specified tensile strength. This means that to match the strength of the base metal we may need to use different filler metals depending on the strength level. When matching strength is not a requirement, standard electrodes such as E7018 and ER70S-6 may be used. These are often used when making fillet welds. Keep in mind that codes may require the use of filler metals with nickel which will typically have a minimum tensile strength of 80Ksi. These are not required for their strength but rather their chemistry.
Typically, matching strength is required when making complete joint penetration groove welds. In these cases the use of 80, 90 or even 100Ksi electrodes may be necessary. This is a design consideration and must be stated in contract documents or specified by the engineer in charge.
Color matching is important since you do not want welds to stick out due to their color for aesthetic reason. Electrodes alloyed with 1% nickel will provide a chemistry that corrodes preferentially, similar to the weathering steel, but will not necessary color match. Electrodes alloyed with copper, nickel and chromium are typically necessary to achieve color-match.
Several manufactures have developed electrodes specifically for welding weathering steel. These electrodes will have the “W” designation as is the case with E8018-W for SMAW and E 80T-W for FCAW.
References: Metals And How To Weld Them
AWS D1.1/D1.1M:2020 Structural Welding Code – Steel
Please note: I reserve the right to delete comments that are offensive or off-topic.