
If you need to calculate weld metal requirements and you do not have The Procedure Handbook of Arc Welding![]() handy you can do this by hand by using simple geometry. What you need to do is find the volume of weld needed in cubic inches. A fillet weld with a flat face forms a right triangle. Using high school math we can see that a right triangle with ¼” legs would have an area of ½ x base x height . Using our 10% allowance for overwelding our legs sizes would be ¼ x 1.1 = 0.275in. So our area = (1/2) x 0.275 x 0.275 = 0.0378 square inches. We have to weld a total of 76.5 inches per part (taken from the example on our previous post: Calculating Weight of Weld Metal Required) so the total weld volume for each part is (0.0378) x (76.5) = 2.89 cubic inches. Since we are welding carbon steel we use its density to calculate pounds of weld metal. The density of steel is 0.283 lb/cubic inch.
handy you can do this by hand by using simple geometry. What you need to do is find the volume of weld needed in cubic inches. A fillet weld with a flat face forms a right triangle. Using high school math we can see that a right triangle with ¼” legs would have an area of ½ x base x height . Using our 10% allowance for overwelding our legs sizes would be ¼ x 1.1 = 0.275in. So our area = (1/2) x 0.275 x 0.275 = 0.0378 square inches. We have to weld a total of 76.5 inches per part (taken from the example on our previous post: Calculating Weight of Weld Metal Required) so the total weld volume for each part is (0.0378) x (76.5) = 2.89 cubic inches. Since we are welding carbon steel we use its density to calculate pounds of weld metal. The density of steel is 0.283 lb/cubic inch.
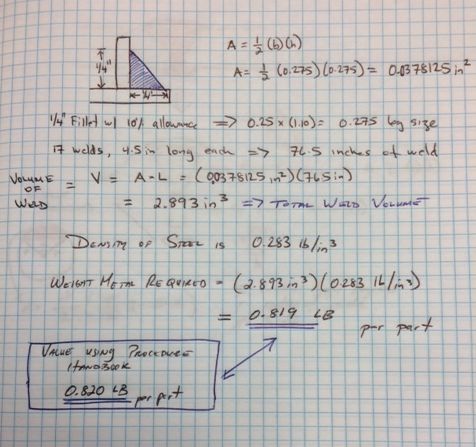
2.89 cubic inches x 0.283 pounds/cubic inch = 0.819 pounds per part. We compare this to the values obtained from using Table 12.1 in the Procedure Handbook and we are dead on.
Doing this for fillet welds is easy. Once you throw a more complicated joint like a double-V butt weld it gets a bit harder. Look at the difference on our notebook below:
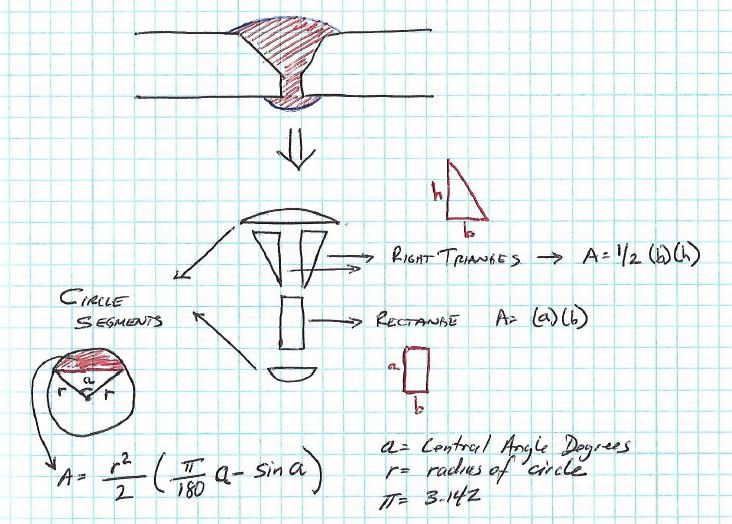
Instead of a simple triangle, we know take the cross section of the joint and divided into shapes for which we can calculate the area. In the notes above we see that we end up with 2 triangles, 2 circle segments, and 1 rectangle. For this type of joint, table 12-1 of the Procedure Handbook has what you need. However, when you start dealing with J-grooves and other complicated groove joints you may need to do it by hand. There are tables for these joints as well but it seems they are published in obscure books and technical reports.