
When bidding jobs several fabricators end up calculating their costs associated with welding and then double that number to be safe. In some cases, that isn’t even enough. It is important to have a clear understating of how to translate the amount of welding to be done to actual manufacturing costs. One of the biggest challenges is that rework and overwelding cannot be properly estimated. This is because many fabricators have no way to control or measure their welding operations.
The list provided below can be extremely helpful for companies that are new to quoting jobs, but it should not be disregarded by those with plenty of experience. It is by no means a comprehensive list. It is also very specific to welding and does not go into other processes.
When a potential customer provides a print with all the welds called out you should be able to determine exactly how much weld metal is needed. You then should be able to estimate the amount of labor associated with making those welds. Below are some of the most common oversights by fabricators when estimating welding costs.
- Overwelding – If you are to make 100 feet of 3/16-inch fillet welds that would require 5.99 pounds of weld. metal If the weld size is not controlled and typical welds made in the shop are ¼-inch that would mean an increase of 78% in filler metal required. So instead of 5.99 pounds you will need 10.65 pounds of weld metal. Even if your welders maintain a 3/16” fillet weld size there is usually 10 -15% more metal required due to reinforcement (weld crown – slightly convex face) whether it is intentional or not.
- Failure to consider process efficiency – Different welding processes have different electrode efficiencies. GMAW (mig) can be as high as 98% efficient. This means that for every 100 pounds of electrode to you consume 98 pounds will become weld metal. This 2% difference can add up, but it is not necessarily significant. However, if you fail to consider this with a process like FCAW (flux-cored are welding) you may be in trouble. Typical efficiency for FCAW electrodes ranges from 83 – 88% depending on the diameter of the wire. If you forget to account for this your filler metal usage can be off by as much as 17%. If you were using SMAW (stick) your efficiency is around 65%. So for every 100 pounds of filler metal purchased you can only deposit 65 pounds of weld metal.
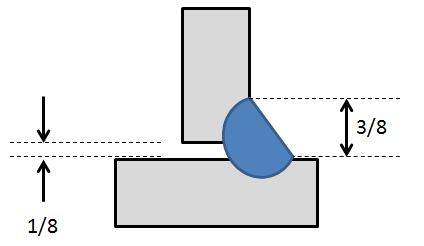
- Failure to consider part fit up – Gaps add a lot of volume to the amount of filler metal required. If you are to make a ¼-inch fillet weld but have a 1/8-inch gap, you are required to increase the size of the leg by size of the gap if you are to maintain the same amount of weld strength (dictated by the throat of the weld). So you would go from a ¼-inch fillet weld to a 3/8-inch fillet weld. This results in an increase of 125% in filler metal required. That is more than double what your projections would have been if you failed to considered gaps (provided you have fit up issues).

Some codes may allow up to a 1/16″ gap on fillet welds. Anything more than that and your fillet weld leg size must be increased by the size of the gap. Increasing a 1/4″ fillet to 3/8″ represents a huge increase in fillet metal needed. 4. Failure to consider rework – Do you know what your welding rework rate is? Is it less than 1%? Is it more like 5% to 10%? Rework represents a huge cost. If you don’t have a way to measure this you will be going blind into estimating costs. We should always strive for zero rework, but that seldom is the case.
- Failure to consider documentation requirements – Many contract documents specify the need to comply with a specific code or standard. This typically means you will need to develop and qualify your welding procedure specifications according to the tests set forth in the applicable code or standard. Even when this allows for the use of prequalified welding procedures there can be significant costs involved. Additionally, your welders will probably also need to be qualified.
Many other factors go into estimating the cost of a welding job, some of which are unpredictable and for which allowances must be made. Do not oversee the five factors above as these should be relatively easy to control and/or estimate.