
Using the right shielding gas is essential not only to prevent porosity but to get proper penetration, the mechanical properties you desire including weld strength, and overall weld quality. In order to select the right shielding gas you need to consider the following:
– Alloy of filler metal
– Material thickness
– Mode of GMAW (spray, short-arc, etc)
– Welding position
– Desired penetration profile
– Cost
The typical welding gases are: Carbon Dioxide, Argon and Argon blends (with Carbon Dioxide, Helium, Nitrogen, Hydrogen and Oxygen).
Gases can be separated into two categories: Inert and Reactive.
Inert Gases
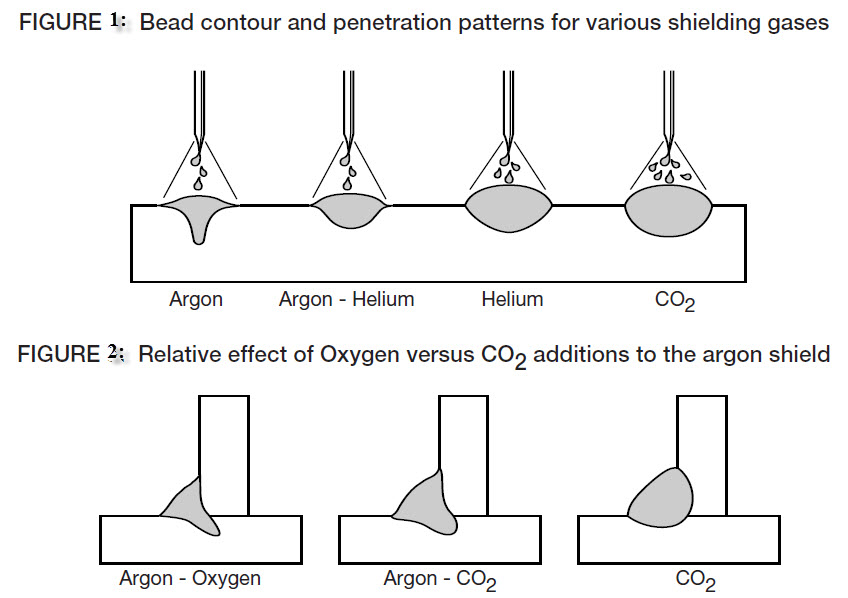
Argon and Helium are inert gases. This means that neither gas will chemically react with the molten weld pool. Argon is the most widely use inert gas since it is readily available and inexpensive compared to helium. It produces a finger-like penetration profile (see images below). Helium has a very high thermal conductivity compared to Argon and it is used for a hotter arc. It is also used on stainless steel tri-mix gas. Helium provides a broad but shallow penetration. Helium and argon are usually mixed when welding aluminum that is 1” or thicker or in thinner sections to compensate for an undersized power source.
Reactive Gases
Carbon Dioxide, Oxygen, Nitrogen and Hydrogen are reactive shielding gases. These gases combine chemically with the weld pool affecting mechanical and chemical properties of the weld metal. Carbon Dioxide is the only one that can be used alone. All can be combined with Argon to get binary shielding gas blends. With the exception of stainless steel tri-mixes, most are only a combination of Argon and one of the reactive gases.
Image 1 below shows effects on bead contour and penetration for the various gases. Figure 2 shows the effect of oxygen versus carbon dioxide when used in argon blends and 100% carbon dioxide.
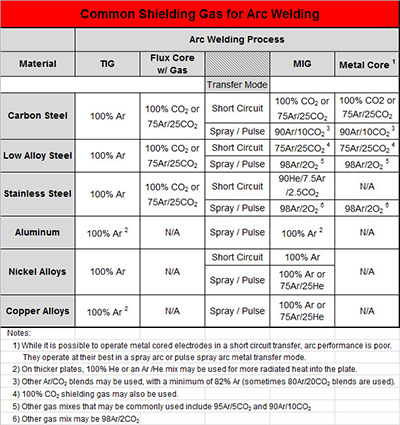
The table below shows the most common welding gases used in arc welding by material type. It also shows which gas to use according to the desired mode of metal transfer (i.e. Short Circuit or Spray). Other gases can be used, especially in argon blends, but these are the most common.
There literally are hundreds of shielding gas mixes. Slightly playing with the percentages of each component can in some cases provide a very desirable effect. Some mixes will have components, such as nitrogen, in the parts per million range, yet it will create a significant effect. Which shielding gas are you using? Have you considered using a different shielding gas? If so, it may be beneficial to read Should You Consider a Different Shielding Gas. Also of interest may be Is Weld Strength Affected by Shielding Gas Mix.
Reference: Lincoln Electric’s GMAW Welding Guide – Jeff Nadzam![]()