

If you’ve ever welded 304 stainless and suddenly found cracks running through your weld, you’re not alone. Many fabricators are shocked when this happens — especially after years of successful welding with 304.
In many of the cases we’ve seen, the cause wasn’t the welder, the process, or the settings. The real reason was that the job didn’t use all 304L base metal. Some components were 304, and that small change made a big difference.
Most shops don’t realize how much combining 304 and 304L can change what happens inside the weld metal. This article explains why that mix can create conditions for hot cracking (also called solidification cracking). Next week, we’ll go over how to prevent it.
Understanding What’s Going On in the Weld
When you melt and solidify stainless steel during welding, the tiny molten pool becomes its own miniature “metal lab.”
The outcome — whether the weld is strong or has a crack — depends mainly on three things:
- Composition: what elements are in the metal
- Dilution: how much of each base metal melts into the weld
- Solidification Mode: how the metal freezes and forms crystals as it cools
Let’s break these down.
1. Composition – What the Metal Is Made Of
Composition means the recipe of the metal — what elements are inside.
304 and 304L stainless steels are very similar, but they’re not identical:
- 304L has lower carbon (the “L” stands for low carbon).
- 304 often has slightly higher sulfur (S) and phosphorus (P) — tiny impurities that make the metal easier to machine, but can hurt weld quality.
These small differences don’t matter much when you weld each metal by itself. But when you weld 304 to 304L, they combine in the molten pool — and that new mix may behave differently.
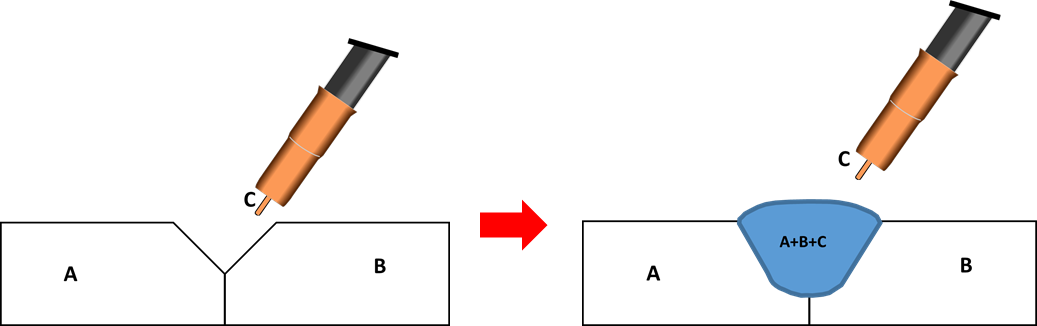
2. Dilution – How Much of Each Side Melts
Dilution means how much of each base metal melts into the weld pool.
If the weld pool melts more from the 304 side (the one with more sulfur and phosphorus), those elements can concentrate in the weld. This mix can make the weld more brittle when it cools.
Even if both base metals are normally “weldable,” the mixture can land right in the danger zone where cracks start forming.
3. Solidification Mode – How the Weld Freezes
Here’s where things get interesting.
When the molten weld pool cools down, it forms tiny crystals.
There are two main ways stainless steel can solidify:
A) Primary Austenite (A Mode)
In this mode, the weld pool freezes directly into austenite crystals first. Austenite is strong and tough at room temperature, but during solidification, it’s weak and brittle.
It can’t absorb strain or trap impurities well, so cracks can easily start along grain boundaries — especially if sulfur and phosphorus are present.
B) Ferrite–Austenite (FA Mode)
Here, the weld pool solidifies as ferrite first, then turns partly into austenite as it cools. Ferrite is more ductile (stretchy) while the metal is still hot, so it helps absorb stress and stops cracks from forming. It also dissolves impurities that would otherwise collect at grain boundaries.
FA Mode is the preferred solidification path when welding 304 and 304L.

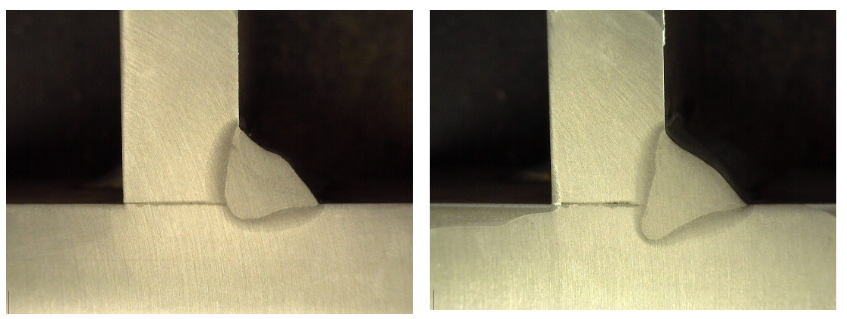
Why 304 + 304L Welds Crack
Putting all this together:
- The composition mix between 304L and 304 can shift toward a risky chemistry.
- Dilution determines how much of that risk you get — more 304 than 304L means more sulfur and phosphorus in the weld.
- Solidification mode decides how forgiving the metal is while it cools. If your process (heat, speed, or cooling rate) pushes it into A Mode, the weld becomes more likely to crack.
Even though each base metal might be fine alone, the combination of 304 and 304L under the wrong welding conditions can create a perfect setup for hot cracking. It is important not to take this information and assume we must slow cool austenitic stainless steels, a qualified welding procedure must always be used. Excessively slow cooling of austenitic stainless steels like 304 and 304L can lead to sensitization, which is a huge problem, but unlike solidification cracking, it goes undetected until the weldment is in service. This can lead to costly warranty issues and field repairs.

What You Can Do
The goal is to make the weld solidify in FA Mode, not A Mode.
Next week’s post will walk you through how to do that — including filler metal selection, adjusting parameters, and improving fit-up to prevent cracks.
Reference:
Hot Cracking Phenomena in Welds III by Lippold, Bollinghaus, Cross
Need welding procedures welding 300 series stainless steel?
Our collection of 280 AWS D1.6 prequalified welding procedures covers SMAW, FCAW, GMAW and GTAW welding of 304, 304L, 316 and 316L. Developed in conformance to AWS D1.6 Structural Welding Code – Stainless Steel, these procedure can have you meet contract requirements in no time. They also provide your welders with welding procedures that can produce sound welds.
