
A common question in the field is which wire type will provide the best deposition rate. In one of our earlier posts “Calculating Deposition Rate for Solid Wires” we discussed deposition rates strictly for solid wires. Here we will talk about deposition rates across wire types – mainly solid wire, metal-cored wire and flux-cored wire.
We see different fabricators building the same product and each uses a different type of wire. They all claim that they use a particular wire because it provides the best deposition rate and thus higher productivity. Strangely enough, they may all be correct.
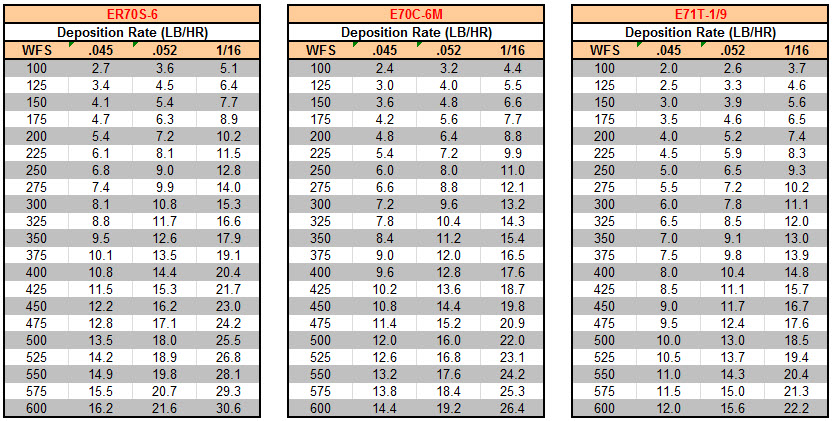
The truth of the matter is that the answer to which wire type provides the highest deposition rate is not based on the wire itself but rather on the application and on the user. If we look strictly at deposition rate of a specific diameter at a specific wire feed speed then solid wire would be the winner every time as the image below shows.
However, if we are trying to achieve the highest deposition rate the application and welder skill come into play.
Here are three examples of why the application is the determinant factor:
- Sheet Metal Lap Joints – to achieve the highest deposition rate solid wire is the probable winner. A lot of manufacturers will use a small diameter mig wire for this application. This is because once the wire reaches its saturation point (maximum current density) it will not penetrate further, and any increase in WFS is strictly an increase in deposition rate. Flux-cored wires will penetrate more than a solid wire at the same amperage and will typically blow through thin material before it reaches its saturation point.
- Vertical Up Heavy Fab Welds – When welding out of position nothing will achieve a higher deposition rate than flux-cored wire. This is because the slag system will carry a larger puddle. The slag acts as a shelf that carries the puddle and prevents it from spilling. Pulse procedures are able to increase out of position deposition rates for solid and metal-cored wires, but nowhere near what we get out of flux-cored wires.
- Flat Grove Welds on Material with Heavy Mill Scale – Metal-cored wire is the winner here. Its ability to deal with mill scale and provide smoothness at the toes allows metal-cored wires to shine in this application. Solid wire will probably require you to slow down to insure there are no weld discontinuities caused by the mill scale. Flux-cored wires are best on mill scale, but with their lower efficiencies (loss of material in the form of slag) will result in lower deposition rates.
As with many things in welding applications there are exceptions, but in general this is what our observations in the field support.
What is your choice of wire type?