
Many of our customers realize that there is a great potential for reducing costs in welding operations. Yet, not many are willing to attack this area of manufacturing. The reason for this is that welding is a very complicated industrial process. It has many variables that come into play which determine quality and productivity. So if it’s not broken it is left alone. However, there are simple in which you can see immediate costs savings.
Eliminate Overwelding– Make sure welds are properly sized by following what is called out on the print. Don’t have prints? Develop them! The savings can be huge. Do you know that if your print calls for a 3/16” fillet and you deposit at ¼” fillet instead you are overwelding by 78%? That’s right! 78%. To get a better sense of how much overwelding may be costing read the article on Cost of Overwelding.
Reduce the amount of reinforcement– Multiple pass welds on a groove joint typically end up with a certain amount of reinforcement. The goal is to be just above flush to prevent underfill. However, a 1/8″ reinforcement will not be better than a 3/32″ or even a 1/16″.
Use proper polarity– In applications were penetration is not important or desired, such as hardfacing, use DC- to achieve greater deposition rates. Similar benefits can be had by increasing contact-tip-to-work-distance (CTTWD), but be careful if you are using a wire process that requires gas shielding.
Reduce gaps – Gaps increase the volume of weld needed. You typically will need to increase the leg size of your fillet welds by the size of the gap if you want to get the same strength (determined by the weld’s throat). So if you have a ¼” gap and you were require to put down a ¼” fillet weld, you know have to deposit a ½” weld to obtain comparable strength. You are not doubling your filler metal needs, you are quadrupling them! Don’t assume that welders can fill all gaps, consider improving upstream operations such holding tight tolerances on part dimensions.
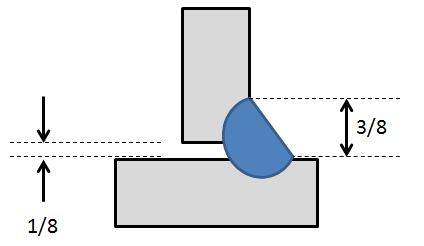
Some codes may allow up to a 1/16″ gap on fillet welds. Anything more than that and your fillet weld leg size must be increased by the size of the gap. Increasing a 1/4″ fillet to 3/8″ represents a huge increase in fillet metal needed.
In many cases gaps are not a product of bad design, they are a fabrication issue. Getting parts to fit perfectly is not an easy task, but one that must be mastered. For more information on what bad fit up can be costing you read The Outrageous Cost of Poor Fit Up.
Control flow shielding gas flow rates – For processes that require shielding gas make sure no more flow than necessary is used. Too much flow will waste gas and can even create weld defects. For GMAW typical flow rates will range from 25 – 50 cubic feet per hour; however, we constantly see flowmeters that are pegged, running 100CFH+.
Learn more ways in which you may be wasting gas: How to Know if You Are Wasting Shielding Gas.
Increase electrode diameter –Whether you are stick welding or mig welding, consider using a larger electrode to achieve higher deposition rates. The material thickness and joint will determine if this is feasible. But if you are using .035” wire on ½” plate you should seriously look at .045” and .052” diameters.
Consider intermittent instead of continuous fillets – Not all fillet welds need to be continuous, especially when welding stiffeners. If you are welding stiffeners with full-length fillet welds consult with your engineering department and see if you can switch to intermittent welds.
Select the right process – Don’t TIG weld if MIG will do. Sticking? Can you use a wire process?
Properly position the work for optimal efficiency– ideally we want to weld in the flat or horizontal position. Welding out of position (vertical up, overhead, 3 0’clock, etc.) reduces deposition rates because gravity works against us and forces to run smaller puddles. In many cases welding in the flat or horizontal position can increase deposition rates by 100 to 150%.
Use fixtures – We get fixtures for robots to increase the time the arc is on. Why don’t we do this for welders? The right fixture can have a significant impact on operator factor.
Use procedures and processes that eliminate spatter– Consider using 90/10 gas instead of C25 or 100% CO2. Consider pulse welding instead of CV welding. Spatter reduces the efficiency of the filler metal by as much as 5%. However, the real cost is the time it takes to remove the spatter. Eliminate spatter and you can significantly reduce labor costs. Do you think spatter isn’t a big deal? Take a look at The Real Cost of Welding Spatter.

Spatter isn’t just ugly, it is expensive.
You don’t have to apply all eleven of these cost savings initiatives. Pick one or two and it can make a big impact on your welding operations.