
A weld failure is never good. Whether a weld cracks on a truck’s axle or on the post holding your house’s fence, there are always consequences. Hopefully the consequences are limited to time and money. Unfortunately, weld failures can cause injury. Welds can fail due to design flaws, but the majority of weld failures occur due to reasons we as welders can prevent.
Probably the single, most important tool for preventing cracks is the Welding Procedure Specification (WPS). The use of WPS is not simply to comply with an internal or customer requirement, it is to insure quality. With this being said, we should not follow a WPS blindly, if there is something we believe is not right we must bring it up to our supervisor’s attention.
Lets look at the most common types of cracks, their possible causes, and how to prevent them.
1. Heat Affected Zone Crack
The heat affect zone (HAZ) of a weld is not limited to the weld itself but to the immediate area of parent material surrounding the weld. A HAZ crack can originate at the toes of the weld or a few millimeters from the weld altogether. The most common causes for this type of crack are: excess hydrogen, high residual stress levels on the weld, and high carbon content on the base material.

To minimize the susceptibility or prevent HAZ cracks consider:
- using low hydrogen electrodes
- pre-heating the base material
- slow cooling the base material after welding
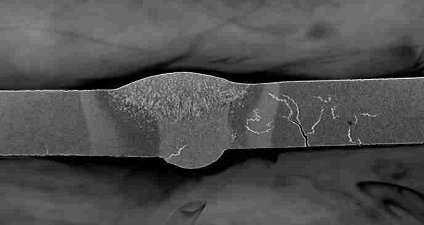
2. Centerline Crack
Also know as longitudinal crack, a centerline crack will typically extend the length of the weld. This type of crack is most often caused by an improper width-to-depth ratio, low melting point of tramp elements in the base material, and a concave weld surface. Although a single one of these can be the root of the problem, most often it is a combination of these that cause a weld to crack.
To reduce the chance of a centerline crack consider:
- aiming for a width-to depth ration of 1:1 to 1.3:1
- run lower current to decrease excess penetration
- decrease welding voltage or slow travel speed to achieve a flat to convex weld surface
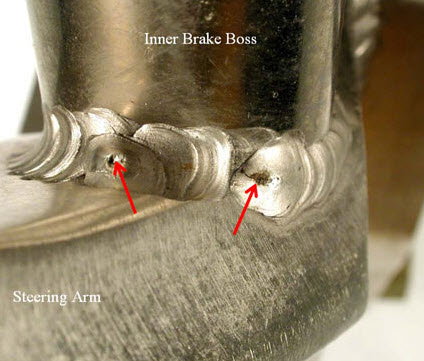
3. Crater cracks
Most common in aluminum welds, the crater crack is due to lack of fill at the the end of the weld. Carbon steel and stainless steel welds are not as susceptible to crater cracks, but care must still be taken when welding these materials.
To eliminate crater cracks insure proper crater fill by:
- backstepping at the end of the weld (reach the end and then weld back over the bead for 1/2 to 1 inch
- use welding equipment crater fill option (if available)
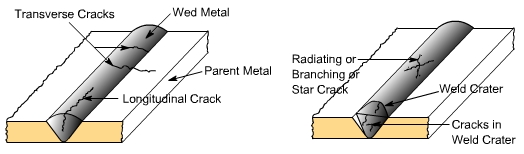
4. Transverse cracks
Transverse cracks are not very common outside of harfacing welds. However, they due occur and are caused by: high residual stress, excessive weld strength, and excess hydrogen.
To minimize susceptibility of transverse cracks cosider:
- pre-heating the base material
- using lower strength consumables
- slow cooling after welding
As mentioned above, the most important tool to prevent cracks is a welding procedure specification that has been qualified by testing. Some fabricators must follow specific codes such as AWS D1.1, AWS D1.2, API 1104 or ASME Section IX for the qualification of welding procedurs and welders. Codes are used to ensure quality and prevent failures. Although the most commonly used welding codes vary in certain regards, they all require that both welding procedures and welders be qualified by testing. Some codes sometimes allow the use of Prequalified Welding Procedures which can save time and money. If you are not sure if a prequalified WPS can be used always err on the side of caution and qualify by testing.
 Do you want more information on how you can peform your own procedure and welder qualifications?
Do you want more information on how you can peform your own procedure and welder qualifications?
“Qualifying Welding Procedures, Welders and Welding Operators” is a guide developed to help you peform your own qualifications in full compliance to AWS D1.1 Structural Welding Code – Steel.