
Titanium is a metal which is silvery gray in color and has about half the density of steel (0.163 lb/in3). Pure titanium is relatively soft has very low ultimate tensile strength. For use in structural applications titanium is alloyed with chromium and iron, chromium and aluminum, manganese and aluminum and manganese alone. These alloying elements raise the UTS of titanium from 45,000 psi to over 200,000 psi.
Alloyed titanium has high strength-to-weight ratio and excellent corrosion resistance. These characteristics are retained at elevated service temperatures of up to 800˚F [427˚C]. As expected, the high tensile strength also comes with low ductility; however, titanium can have good fatigue life provided there is absolutely no contamination.
Titanium alloys are used extensively in the marine field and in chemical processing. Their main use still remains in the aircraft industry.
Benefits of Using Titanium Alloys
As mentioned above, titanium alloys have excellent corrosion resistance and high tensile strength. Below is a more comprehensive list of its benefits.
- Outstanding fatigue resistance
- Excellent notch toughness
- Low coefficient of thermal expansion
- High strength to weight ratio – provides same strength as steel with half the weight.
- Excellent resistance to oxidation at elevated temperatures.
- Ability to maintain toughness down to -320˚F.
- Excellent corrosion resistance
- Low thermal conductivity
- No scaling below 800˚F
Welding of Titanium Alloys
To successfully weld titanium many factors must be carefully considered. Most of these items are the same as when you weld carbon steel, aluminum, stainless and other metals. However, the main difference is the need to always have an inert atmosphere. This inert atmosphere is not only necessary during solidification of the puddle, but also as the weld and HAZ cool to below its critical temperature. This critical temperature is 968˚F [520˚C]; however, it is recommended that the inert atmosphere be maintained until the base metal has cooled to below 752˚F [400˚C].
Oxygen and nitrogen will diffuse into titanium at temperatures above 752˚F [400°C] raising the tensile strength but causing embrittlement of the metal.
The maximum allowable amount of oxygen in the weld metal is 0.30% while nitrogen comes in at only 0.15%. Hydrogen is limited even further to 150 parts per million. Because of this, the cleanliness of the base metal, filler metal and completely inert atmosphere are absolutely essential.
For small parts, the best way to weld is using the GTAW process inside of an argon chamber. This chamber is filled completely with argon and will typically be equipment with an oxygen and nitrogen sensor to ensure the levels of these elements are below the specified maximums. Some chambers look a lot like sandblasting cabinets, but they are very different. So don’t assume you can use a sandblasting cabinet as an argon chamber.
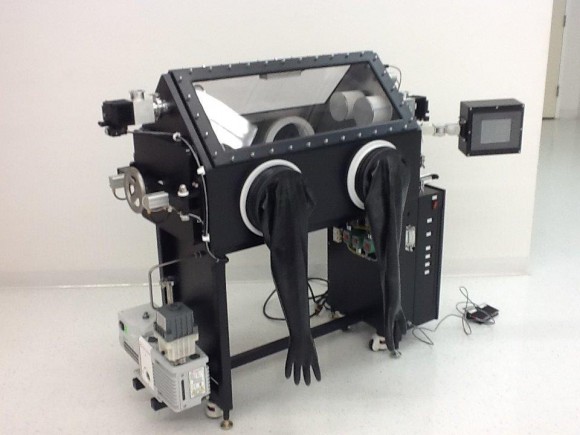
The chamber is filled with argon. As argon enters the chamber it displaces oxygen since it is heavier. The oxygen rises and exits through a special opening at the top of the chamber. The oxygen analyzer will indicated when you can start welding. Once the oxygen is below the specified level welding can commence.
Before filling the chamber with argon everything that needs to be welded must be introduced. Welding torches, filler metals and other materials must also be in the camber before purging begins. Small chambers take about 5-8 minutes to purge the oxygen. Much larger chamber can take hours. Of course, this depends on the flow rate of the argon coming in.

Argon must be continuously fed into the chamber, this does not stop once the oxygen level drops to below the specified maximum. Purging is only stopped when the welding is complete and the parts need to be retrieved.
A physical characteristic of titanium and titanium alloys is their relatively low thermal conductivity. This means a small heat affected zone after welding and a smaller area that needs the inert atmosphere. Because of this, it is possible to successfully weld titanium outside of an argon chamber. Proper shielding is still required by means of a trailing gas and shielding of the back side of the weld as in the case of thin sections and/or tube sections.
Acceptance criteria for welds are detailed in codes and standards. Most applications that use titanium are demand critical so allowances for discontinuities such as undercut, porosity, underfill, cracks and overlap are zero or very close to it. The major concern is the pickup of oxygen, nitrogen and hydrogen while the titanium is molten.
A small test is typically done in a piece of scrap titanium before welding on production parts starts. The test consists of striking an arc and allowing a puddle to form. No filler metal is added. Then the arc is turned off and the puddle solidifies. Once the part has had time to cool down the color is evaluated. You are looking for a silver-colored weld. If there is any kind of discoloration it means that oxygen and/or nitrogen were absorbed into the weld.
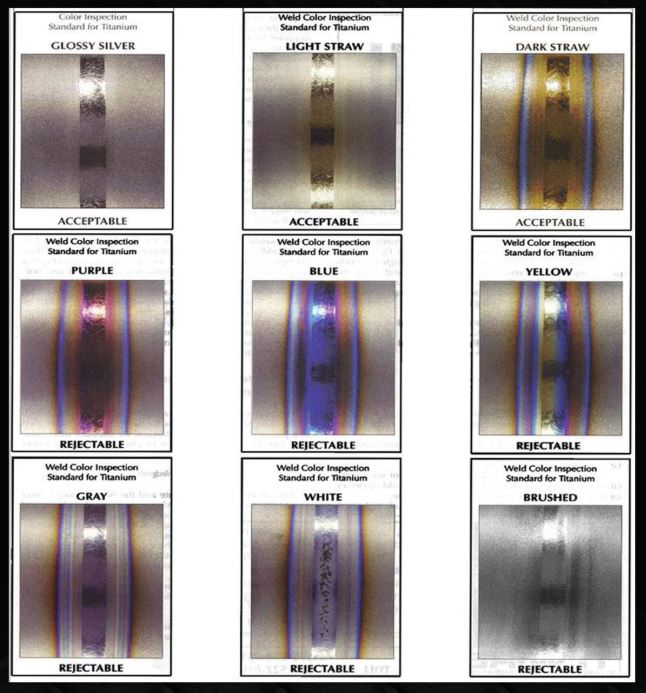
This chart can be used to evaluate whether the right shielding is being attained by performing the test mentioned above.
If the right atmosphere has not being achieved additional purging time may be necessary. You must also ensure there no leaks in the chamber that may be allowing air to enter it.
Titanium welding is still a niche business which only a few have mastered. This type of welding is typically done in critical aeronautical components so it also requires a significant amount of documentation and traceability.