Using the Carbon Equivalent Method to Determine Weldability of Steels

Preheat is necessary in certain carbon and low alloy steel applications to prevent hydrogen induced cracking, also known as cold cracking. Cold cracking susceptibility increases as the amount of carbon in steel and the thickness go up. The higher the carbon content the easier it is for the steel to harden. And, the thicker the […]
How to Weld High Carbon Steels

High carbon steels are those containing 0.45% carbon or higher. They are typically considered “hard to weld” because they are crack sensitive and are susceptible to undergoing significant changes in their physical and mechanical properties after welding. However, high carbon steels can be welded successfully and without problems by having a sound understanding of the […]
The Outrageous Cost of Poor Fit Up in Welding Operations

In a perfect world parts would fit together perfectly every time. However, as we all know, this isn’t the case. We mostly think of poor fit up as something that annoys welders but which they can compensate for. But the reality is it can have tremendous impact on your bottom line. Or, in many cases, […]
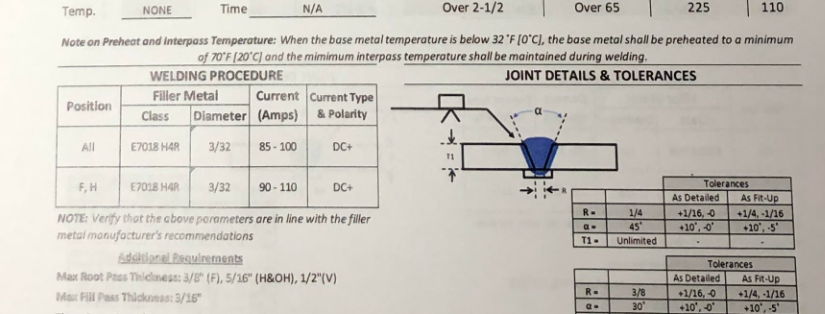
FCAW prequalified welding procedures and their limitations

The use of prequalified welding procedures has many advantages as well as many disadvantages. One danger of using prequalified welding procedures is that AWS D1.1 allows for quite a bit of freedom in weld sizes. If you look at Table 5.1 –Prequalified WPS Requirements of AWS D1.1/D1.1M:2020 Structural Welding Code (Steel) you’ll see that in […]
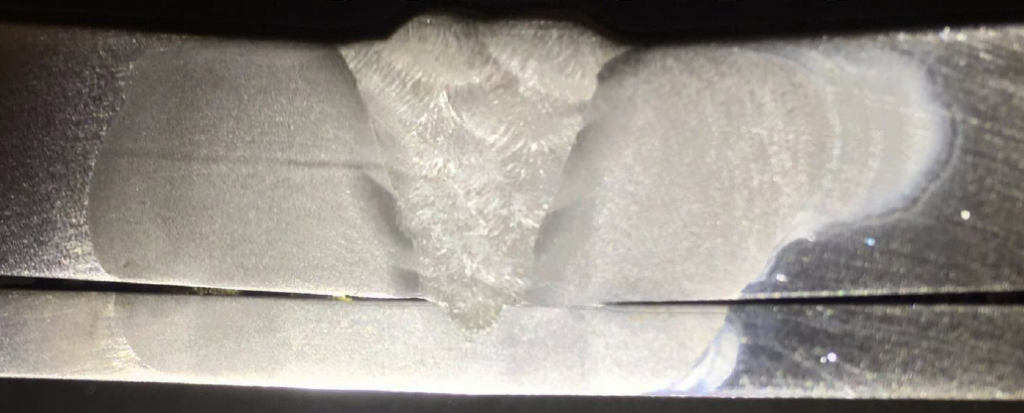
How to Determine Acceptable Weld Quality

Certain industries that involve welding of their products have very strict quality standards to ensure the production of sound welds. Many others however, do not. They simply weld and unless one of their products fails they don’t pay special attention to welding procedures, detailed inspection of welds or testing the skill (performance) of their welders. […]
How to Become a Certified Welding Inspector
A career as a Certified Welding Inspector (CWI) can be very rewarding. This certification, which is awarded by the American Welding Society, carries a lot of weight both nationally and internationally. The main responsibilities of a CWI is to make sure that welding operations are manufacturing products that comply with specified welding codes and standards. CWIs essentially are expected […]
The AWS D1.1 1G Welder Qualification Test
The AWS D1.1 Structural Welding Code (Steel) welder qualification plate tests consists of a groove weld with a 45-degree included angle. The plates are prepared to a knife’s edge and a ¼ in [6 mm] backing strip is used. The test for unlimited thickness will use plates that are 1 in [25 mm] thick. Anything […]
Danger of Using the Wrong Shielding Gas for GMAW

In our previous article we mentioned that a customer was inquiring about running their 98% argon / 2% carbon dioxide (98/2) shielding gas on mild steel. This gas is used on stainless as it maintains the amount of reactive gas (in this case CO2) under 3%. Our quick answer was “yes, you can weld carbon […]
Which is the best shielding gas for MIG welding?

Today we received two different requests for help pertaining to shielding gas selection. The first caller requested a chart that tells them what materials can be welded with the different shielding gases that they had. They wanted a chart that can be provided to the welders to make sure they used the right gas on […]
Troubleshooting Erratic Wire Feeding
The majority of troubleshooting calls we receive regarding the GMAW (mig) process has to do with erratic wire feeding. This problem disguises itself in many forms, from bad looking welds to lack of penetration. Sometimes the effects of poor feeding are obvious and easily corrected. However, sometimes these effects are not easy to troubleshoot and […]