
Although most people may believe that stick welding is antiquated and a bone-headed choice for a welding process, this is simply not true. It is true that in production welding, especially in a controlled environment like a fabrication shop, the use of stick welding is typically a big mistake due to its low efficiency, extremely low operating factor and level of skill required. However, millions of pounds of stick electrode are used each year for welding cross-country pipelines, power plants, storage tanks and other structures that are vital to the world’s infrastructure. With that being said, it is sometimes hard to find much technical information on the SMAW process.

We recently had a customer inquiring about the time it would take to weld 128 joints using 5/32” 7018 rod. They were asking how fast they could expect their guys to weld. Before we could answers that we needed some vital information such as the type of weld (fillet, groove, lap, etc.) and the amperage they expected to run. Once we had this information the calculation was easy. Once we knew the amount of weld metal needed all we had to do was find the deposition rate of the electrode being used. The Procedure Handbook of Arc Welding is a great reference for these calculations.
The shielded metal arc welding (SMAW) process is similar to mig welding in that there are several different types of electrodes. However, most mig wires of the same diameter will have about the same deposition rate. This is not the case with stick electrodes. Since the amount of iron powder in the coating (flux) varies, a 1/8” E6010 and a 1/8” E7018 will have different deposition rates at the same amperage.
To calculate the deposition rate of your electrode use the formulas shown below.
We’ll start with the two most common types, E6010 and E7018:
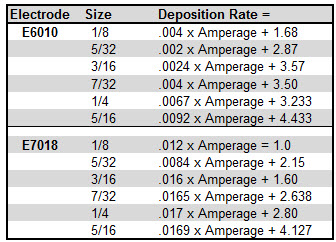
Per the above table, if you run a 1/8” E6010 electrode at 100 amps your deposition rate would be
(.004 x 100) + 1.68 = 2.08 lbs/hr
If we run an E7018 low-hydrogen electrode at the same 100 amps our deposition rate would be
(.012 x 100) + 1.0 = 2.20 lbs/hr
Low-hydrogen electrodes have about 30% iron powder in the coating and this is why they have a higher deposition rate (deposited weld metal per unit of time).
Now take a look at the deposition rate of high-deposition electrodes. These are more general formulas (same for all diameters) but still very accurate:

A 1/8” E7024, which is a low-hydrogen rod for high deposition, being run at 100 amps would deposit
(.0343 x 100) – 0.566 = 2.864 lbs/hr
This represents at 37% increase in deposition rate compared to the E6010 – same diameter and same amperage.
Now, to play devil’s advocate one may say: the formulas are wrong, if we take a 1/8” 6027 at 100 amps our deposition rate would be lower. This is true, but you will not find a 1/8” E6027. The smallest electrode of this class would be a 3/16” diameter. This diameter will run between 230 and 270 amps on DC+. So let’s compare to an 3/16” E6010 at 250 amps.
E6010 @ 250A = (.0024 x 250) + 3.57 = 4.17 lb/hr
E6027 @ 250A = (.0429 x 250) – 2.766 = 7.96 lb/hr
A 90.8% increase in deposition rate by going from an E6010 to and E6027 at the same amperage.
Do you stick weld? What type of rod and what amperage do your typically run?
Reference: The Procedure Handbook of Arc Welding, 14th Edition