
Have you ever developed, written, qualified or approved a welding procedure? If you have, what was the reason? To satisfy the requirements of a contract? To control quality? To improve productivity? To pass an audit? To help new welders?
As welding consultants, CWIs and welding engineers we see hundreds of welding procedure specifications (WPSs) every month. Most have issues, some have significant issues. The three biggest problems we see with WPSs (whether qualified or prequalified) are listed below.
- The WPS is not provided to the welders – many WPSs are only written to satisfy a contract requirement. It is provided as part of the quality control procedures, but at the end of the day the welders still run the procedures they see fit. The actual documents are stored in the front office or a server. The welders may or may not know about the existence of these documents.
The WPS is a set of instructions for the welders and thus must be provided to them. Regardless of the level of skill or experience, if a job requires the use of qualified or prequalified WPSs these should be made available to the welders.
- The WPS uses the one-size-fits-all approach – This is like shampoo for men and women. We should look at procedures like women look at shampoo, very specifically. The type of shampoo they buy is for very specific purposes like helping with dry hair, adding volume, treating oily hair, adding color, dealing with chlorine (for swimmers), and many others issues. But what do men do? They will buy a shampoo that does everything as the image below shows. If we could have a shampoo that also serves as lubricating oil for our cars we would be right on it.

This is funny, but it is analogous to how many fabricators treat WPSs. They want one that accomplishes everything. Take a look at the snapshot of a WPS from one of our customers. This WPS was written and approved by a welding consultant. This is for a structural work (steel building components) and must follow AISC and AWS D1.1. There are several issues that violate the requirements of a prequalified WPS, but for now take a look at a few things:
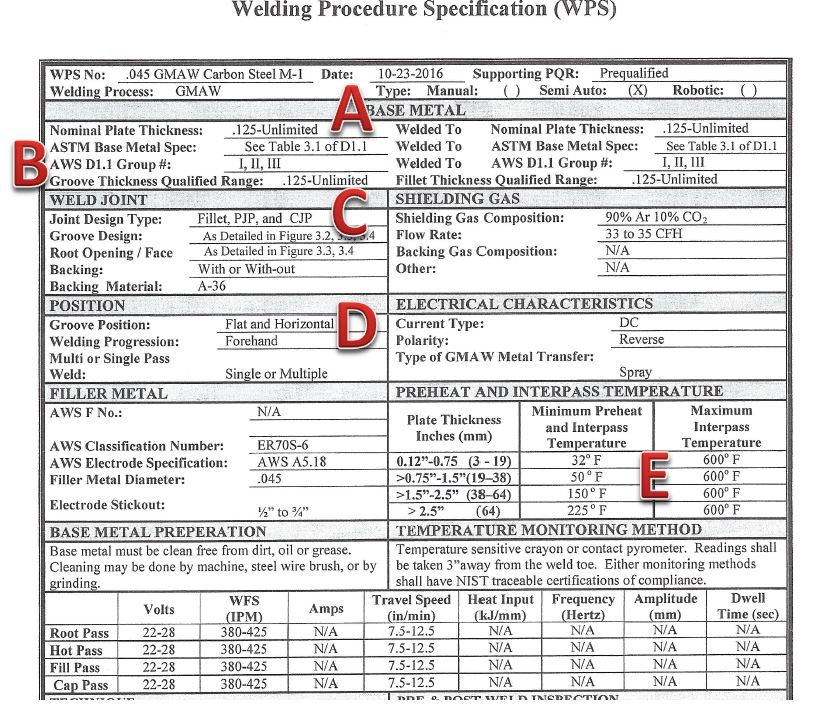
A. Plate thickness is from 1/8-inch to unlimited thickness. 380 in/min wire feed speed with an .045” solid wire yields about 280 amps. Try running that according to this procedure at 7.5 – 12.5 in/min travel speed on a groove weld with no backing. You will turn the gap into a gaping hole. There should be a separate WPS with adequate WFS and volts for thinner sections. Trying to cover all does not work.
B. Base metal groups I, II and III in a single prequalified WPS? It’s possible, but group III base metals require an 80ksi GMAW wire. The ER70S-6 listed is not allowed for use in prequalified WPSs with Group III base metals. Again, this consultant, probably at the request of the fabricator, is trying to have a one-size-fits-all approach to WPS development. This does not work.
C. This WPS is written for fillet, PJP and CJP welds (by the way, these are not joint types so this is also incorrect). What they mean by this is T-joints (fillets), partial joint penetration (PJP) groove welds and complete joint penetration (CJP) groove welds. So you have a WPS that tries to cover completely different joint types. Again, as described in item “A” above, a 1/8” thick open root horizontal groove weld is completely different than a ½” T-joint. This 3-in-1 approach does not work.
D.Flat and horizontal positions. This may be OK for fillet welds, but for grove welds you should run significantly different procedures depending on the position.
E. Preheat trying to cover all base metals. This may be OK if the preheat values meet the minimums for all three base metal groups. However, the stated preheat temperatures are not high enough for Category C materials.
This fabricator made both mistakes 1 and 2. This WPS is printed as a big poster and displayed in one end of the shop floor. The welders never see it. It’s just there in the event of an audit. And if the auditor is OK with this then shame on him or her.
A welding procedure should be written in a manner that a novice welder and can pick it up, read it and apply it to the work to be done. When it is this broad it does nothing but confuse the welder. Even experienced welders would struggle trying to follow this WPS and may end up outside of it.
- It is so wide open you may as well not have a welding procedure – a lot of WPSs are written so that welders of all skill levels can weld within the procedure. This presents a problem because it allows for a wide range of productivity and quality levels. The WPS in the example above actually has a very narrow range for wire feed speed, but a very wide voltage range. Again, this voltage range violates the requirements of prequalified WPSs which only allow a +/- 7% range. In this case the median is 25 volts (for the range 22 – 28V). So the allowable range for the prequalified WPS should have been 23.2 – 26.8V.
As you can see WPSs are more often than not written to satisfy some kind of requirement rather than provide instructions to the welders. Most of the time they try to accommodate all skill levels and all possible material thicknesses and joint configurations. Remember, the WPS is a quality and productivity control tool. Spend the time to develop WPSs properly and you reap the benefits later. Take a relaxed approach and suffer the consequences of poor quality and unpredictable productivity.
References: Qualification of Welding Procedures, Welders and Welding Operators per AWS D1.1 (2017)