
Tig welding can produce beautiful looking welds, and more importantly, x-ray quality deposits on some of the most critical welding applications. For the beginner it may be a very intimidating process. Selecting the right tungsten (type and size), cup size, and shielding gas and gas flow can be a daunting task. Below is a quick guide for selecting the right items for your tig welding. This is basic set up information, if you have questions please leave it in the comments sections.
Shielding Gas – 90% of applications can be done with 100% argon. Carbon steel, stainless steel and aluminum can all be welded using pure argon shielding gas. Argon/Helium mixes are sometimes used to provide a hotter arc. This helps in welding aluminum and copper alloys. These materials have high thermal conductivity and the added helium makes for easier and faster starts.
Tungsten Type – Tungsten used for tig welded is usually alloyed with different elements to achieve different characteristics. Once again, for simplicity all you need is to have pure tungsten (for aluminum) and either thoriated or ceriated tungsten (for steel and stainless). Tungsten for tig welding is color coded. Pure will have a green band in one of the ends. Thoriated will be red and ceriated will be orange. The chart below shows other alloys found in tungsten.
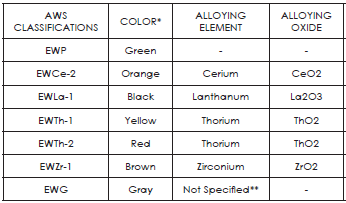
Tungten Alloying Elements for Tig Welding – Color Codes
Tungsten Size – The size of your tungsten will depend on the application. Mainly on the material thickness and the amperage needed to achieve a proper weld. Thicker materials will require more current and thus bigger tungsten. For beginners it’s recommended to stick with a 3/32” diameter tungsten. See the chart below for current ranges of all sizes.
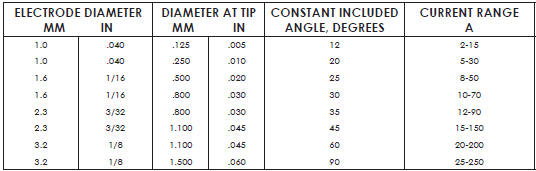
Tungsten Diameter and Cup Size
Gas Flow – Most people learn to weld using the GMAW (mig) process. Adequate gas flow for GMAW typically ranges from 35 to 50 cubic feet per hour. We need a lot less flow in tig welding. A flow of 15 to 25 cfh will cover most applications. Very large cup sizes will require more flow, but for the apprentice using about 20 cfh is sufficient. See the chart below for recommended flow rates.
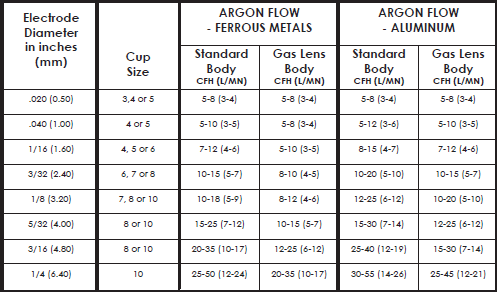
Gas flow rates for TIG welding
Polarity – This is simple. Use DCEN (DC Electrode Negative is also referred to as Straight Polarity or simply DC-) when welding steel and stainless steel. Use AC (Alternating Current) when welding aluminum and magnesium. Don’t ever use DC+ (DCEP) as it will burn up your tungsten in a heartbeat.
If you are in the market for your first tig welder it is always recommened that you ask someone that knows about tig equipment for a recommendation. There are plenty of machines available online. You can read user reviews there as well. Make sure that you get a ready-to-weld package to make sure you don’t miss any important components.
If you have questions or tips for our readers please use the comments section below.
I am a total learner of tig welding, and I have found this very interesting and helpful, thank you for sharing.
We’re glad you found our blog. Thanks for the kind note. Good luck and let us know if you have any questions.
Hi,
My process is tube mill TIG welding various grades of SS with thicknesses of 0,6 mm butt weld joint.
Question:
what are the typical cut & Etch profile of the weld when doing the analysis?
what is the most effective means of testing?
typically what would be the tungsten stick out and degree of tip sharpening?
Thank you for the great article.
Thanks for this post you explained really good it may help me in my Tig projects and my career.
You are welcome Jason. And good luck with your projects!
What grade pipe and size would i need to move argon 175 ft to 18 work stations?
Compressed Argon Gas for TIG welding.
Compressed AR/CO2 Gas for MIG welding.
There are 18 drops (2 per station; 1 argon & 1 ar/co2)
Want to avoid pressure loss if all 18 stations are being used.
Hello Richard. The best way to avoid pressure loss is to have a closed loop rather than a single line feeding all stations. By having a closed loop pressure is maintained regardless of draw as long as your supply of shielding gas can handle the volume. Even if sized properly you can starve the last few in the line if the others stations happen to have the arc on at that time.
Will you be running a bank of cylinders? Or will the stations be fed directly from a bulk argon tank and a mixer for the Ar/CO2 mix?
Thanks for your post so much.
Again Anything you have in PDF format I can print, save, share. A lot of the time help in good old basic English will go far here, then there is no Translation Confusion.
Charts on anything regarding Tig Welding (Electrodes, Nozzles, Argon pressures, correct chucks and assorted pieces
Basically we are welding Pipe as in Motorcycle frames, Fuel Tanks etc…
Thanks again!
Thanks for your comment above… I found out why I was burning up Electrodes. (LOL) referring to DCEP! But sometimes the Truth really Hurts.
But sometimes the Truth really Hurts.
Switched and Boss (Wife) wants to know why I not ordering 3-4 10packs and #6 and 7 cups, She asked if I forgot… Just smiled and said… “Love you too, thanks for checking!” I don’t dare tell her the truth…
Anything… anything at all you want to throw my way… I am Game! I am in Chiang Mai, Thailand and getting an accurate Translatable answer, is next to Zilch. Plus I don’t want to infer they to be smarter then me…
Thanks Guys (and Gals…)
Thanks David. Most of our content as you already know is in this website. However, from time to time we do publish special reports and resources in PDF. We try to put out as much as we can. Thanks for being a regular reader of our content.
nice article
you have rightly explained about the TIG set up. It is quite critical to apply TIG welding. you must be extra careful specially when you are applying it on stainless steel. but the first things is proper set up. it has been rightly explained.
Hello. Thanks for the info. Can you advise on what AC current we should use for welding aluminium and also what AC balance? (My machine has from -5 to +5 on AC balance)
Thanks
Hello Moss. AC is recommended for aluminum because it has the cleaning cycle provided by the DC+ part of the cycle and the penetration from the DC- part of the cycle. Not sure about your question as to what AC current should be used. Does your machine have options for the AC current such as sinusoidal, triangular, square, etc? As far as the balance it will depend on the condition of the material. The thicker the oxide layer the more cleaning action you would need, in this case I would shift the AC balance more towards the DC+ side, not sure if for your machine that is getting closer to +5 otr -5. But make sure it means more DC+
Great post well explained I really appreciate it ty alot help.on it to think of bout.
Good to hear Jaime. Thanks for the note and good luck with your TIG projects.
Tig welding with tungsten
Thank you alot for your post, but the image size is so small, i can’t see it in my cellphone, can you improve that. thank again
Unfortunately we cannot do anything at this point about the resolution. If you have access to a desktop computer or laptop the image should be better.