
Heat input is important because it has an effect on cooling rates which in turn can significantly affect the mechanical properties of the weld and heat affected zone. It also plays a role in susceptibility to distortion. High heat input can be beneficial in some cases and detrimental in others. A common misconception is that as long as amperage and voltage remain the same that heat input doesn’t change. This is wrong because travel speed is also a factor.
Heat input is a function of three essential variables: amperage, voltage and travel speed. Change one and heat input changes.
The formula for heat input is as follows:
HEAT INPUT = (60 x Amps x Volts) / (Travel Speed) = Joules/Inch
When we keep amperage constant, our deposition rate remains the same. So in order to make a bigger weld we would have to slow down our travel speed. If we slow down our travel speed, based on the formula above, our heat input would increase. Conversely, if we want to make a smaller weld we would need to increase our travel speed, thus decreasing our heat input.
To illustrate this let’s assume that we have a GMAW welding procedure that calls for the use of .045 ER70S-6 wire to be run at 400 inches/minute (280 amps) and 27.0 volts. Several fillet welds are to be made. There are a total of 3 different sizes: 3/16-in, ¼-in and 5/32-in.
At the stated wire feed speed of 400 in/min an .045” solid wire will deposit about 10.5 lb/hr. At this deposition rate we would need a travel speed of 20 inches per minute to deposit a ¼-inch fillet weld.
This same deposition rate would require a travel speed of 35 inches per minute to make a 3/16” fillet weld. And a travel speed of 13 inches per minute to make a 5/16-inch fillet weld.
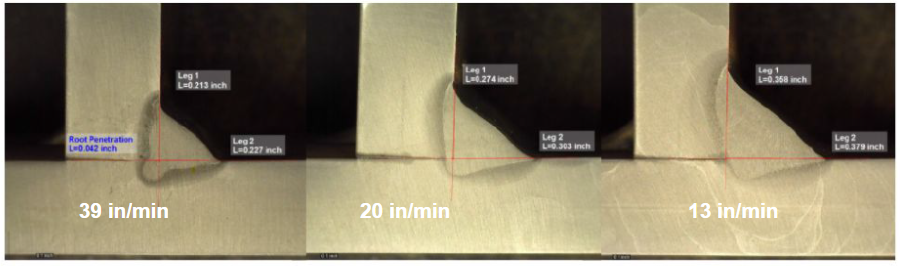
The resulting heat input to make each of these weld is as follows:
3/16-inch weld = (60 x 280 x 27) / (39) = 11,630 KJ/in
1/4-inch weld = (60 x 280 x 27) / (20) = 22,680 KJ/in
5/16-inch weld = (60 x 280 x 27) / (13) = 34,892 KJ/in
* These are approximate weld sizes. Actual sizes are shown in the above image.
This is the reason why AWS D1.1 has minimum fillet weld sizes. Many incorrectly assume that the minimum sizes have to do with weld strength. The reason for minimum fillet weld sizes has to do with heat input. If your heat input gets too low the weld and heat affected zone may cool fast enough to allow the formation of martensite. This in turn makes the weldment susceptible to hydrogen induced cracking.
REFERENCE: Welding Procedure Development for Non Welding Engineers
AWS D1.1 Prequalified Welding Procedures:
332 Prequalified Welding Procedure Specifications for Steel Fabricators. Developed and reviewed by welding engineers and certified welding inspectors.