

The Shocking Cost of Overwelding: Size and Strength of Fillet Welds
Welding can be a very profitable process, but it’s also one of the most expensive. And if you’re not careful, a huge chunk of your profits can be eaten up by a silent killer: overwelding. Many metal fabricators can significantly lower their welding costs by simply paying close attention to weld sizes. But the problem remains: how to determine weld size. Who should be responsible for this?
Imagine a job where the blueprint specifies a 1/4″ fillet weld, but your welder deposits a 5/16″ weld. This might seem like a small difference, but it’s a massive mistake. The volume of that weld is 56% larger than what was required. Now, what if the print called for a 3/16″ fillet, and your welder still laid down a 5/16″ weld? That’s an overwelding mistake of 177%—nearly three times the amount of material and labor needed.
It’s clear that overwelding is costing the welding industry millions of dollars every year. The question is, why does it happen so often? The answer is simple: lack of clear instruction.
Who Determines Fillet Weld Size?
In a perfect world, a design engineer would specify all weld sizes using welding symbols on the blueprint. But as we all know, this is rarely the case. Many shops receive drawings that are nothing more than dimensional layouts with no weld size information at all.
So, when the weld size isn’t specified, who decides what to do? Most of the time, the responsibility falls to the welder. And while this might seem like a reasonable solution, it’s a recipe for costly mistakes and potential quality problems.
When welders are forced to make engineering decisions, they rely on a few common practices:
- Matching the material thickness: They might match the leg size of the fillet weld to the thickness of the thickest or thinnest part being joined.
- Shop tradition: They may use a standard weld size that’s common in the shop (e.g., everything gets a 5/16″ fillet).
- Personal experience: They’ll make a weld size they’ve used in the past that, to their knowledge, didn’t fail.
While these approaches seem logical, they almost always lead to overwelding, which introduces quality problems like distortion, overlap, and slag inclusions. Believe it or not, a weld is more likely to fail because of a quality issue caused by overwelding than it is from being undersized.
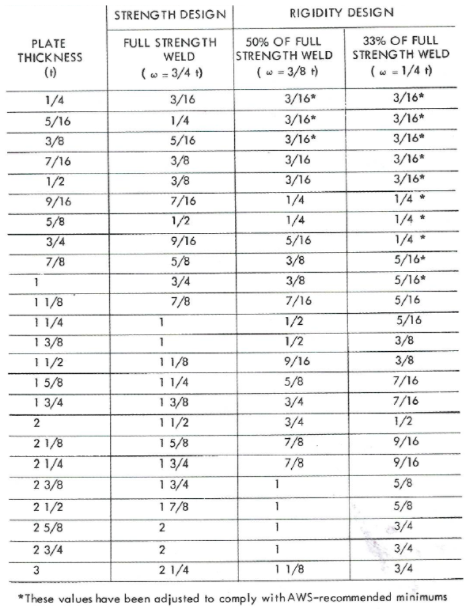
The “Rule of Thumb” for Fillet Weld Sizes and Strength
If you’re in a situation where no weld size is specified, you may have heard of a common “rule of thumb” for fillet welds. It goes like this:
“Fillet welds should be ¾ of the thickness of the material being welded”.
This rule is a good starting point, but it’s crucial to understand what it assumes before you apply it and also understand that it can still lead to significant overwelding if abused.
What the Rule of Thumb Assumes
- Full Strength: The rule assumes you need to achieve the maximum possible connection strength. This means that making a weld any bigger would be a complete waste, as it won’t add any extra benefit.
- Double-Sided Fillet: It assumes the joint has a double-sided fillet weld.
- Identical Legs: Both legs of the fillet weld must be identical in size.
- Full Length: The weld must be made for the entire length of the joint without any intermittent sections.
- Thinner Member: When joining two pieces of different thicknesses, you must use the thinner member for your calculation.
So, if you have a ½” thick plate, the rule of thumb would suggest a fillet weld leg size of
¾ x ½” = ⅜”
This is a starting point, but be aware, it may still be significantly overwelded. This weld size gives you full strength. Any bigger would just be wasted material. The strength of the weld would increase, but not that of the welded connection since the base metal would fail before the weld.
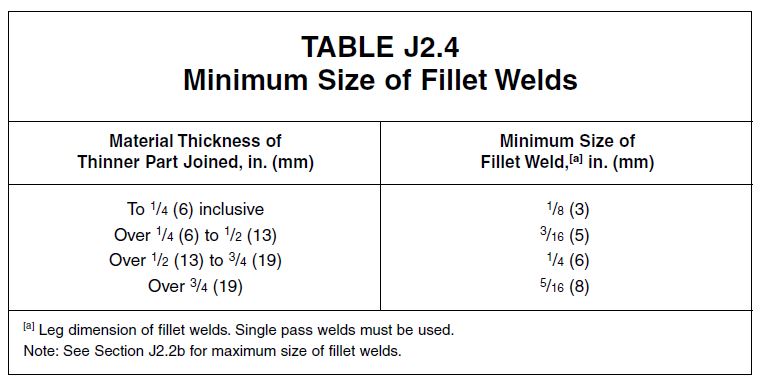
What About Minimum Weld Sizes?
Now here’s where things get even more interesting. If you look at the AWS D1.1 Structural Welding Code – Steel, you’ll find a table that specifies minimum fillet weld sizes. These minimums aren’t about strength, they’re about preventing cracking. Anyone that needs to know how to determine weld size must understand why these minimums are mandatory. A very small weld can cool too rapidly, creating a hardened Heat-Affected Zone (HAZ) that can be susceptible to hydrogen-induced cracking. The minimum size ensures enough heat input to prevent this rapid cooling.
Often, a design engineer who properly sizes a weld will specify a minimum weld size, not one that provides full strength. For example, a 3/16″ fillet weld on a ½” thick steel plate might seem too small, but it’s often more than enough to meet the minimum size requirements and is significantly more efficient than a larger weld.
Most fillet welds encountered in welded structures do not need to be full strength. Many are there simply to add rigidity by welding gussets, brackets, stiffeners, etc.
An Example of Cost Savings
Let’s revisit the example we discussed. You’re making a T-joint from two pieces of ASTM A36 steel. One plate is ⅝” thick, and the other is ½” thick. The joint is to be welded from both sides for its entire 12-inch length.
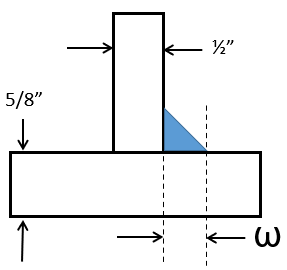
Using the rule of thumb, we’d use the thinner ½” plate to determine the weld size.
Weld Size (leg size)= ¾” ×1/2”=3/8”
So, a ⅜” fillet weld is more than enough to achieve full strength provided we are welding from both sides. But what if we consider the minimum size specified by AWS D1.1? For a ½” plate, the minimum fillet weld size is 3/16″.
By going from a ⅜” fillet weld to a 3/16″ fillet weld, you’ve reduced the weld volume by 75%. On a single weld, this might not seem like a big deal, but when you consider all the welding done in a year, you’re looking at thousands of dollars in savings.
Take Control of Your Weld Size, Weld Strength and Welding Costs
Whether you’re a welding supervisor, a welding inspector, or a business owner, understanding weld design and more specifically, how to determine weld size, is crucial for your company’s bottom line. Start by reviewing your blueprints and training your welders to meet the specified sizes. If weld sizes aren’t specified, use the rule of thumb to ensure you’re not exceeding the size needed for full strength.
The costs of overwelding are outrageous, and the solution is often much simpler than you think. Consulting a weld design engineer or training your employees can lead to massive cost reductions and a significant boost to your productivity.
Want to learn more about how to optimize your welding operations and avoid costly mistakes? Download our free guide: 10 Design Principles for Welding. It’s packed with actionable information that will help you improve quality, reduce costs, and increase your profits.
