
Have you heard of post weld heat treatment (PWHT)? Of course you have. If you are involved in welding you have definitely heard this term. But what is PHWT? When is PWHT required? What temperature should PWHT be done at? Heat treating of materials can be a very complicated subject, but when it comes to heat treatment after welding it boils down to a simple concept: PWHT is done in order to maintain or improve material strength and mechanical properties and to relieve residual stresses. In steel fabrication, the most common PWHT procedures applied are post heating and stress relieving.
When we weld, we introduce enough heat to melt the base material. This elevated temperature causes microstructural changes to the base material which can change very important material properties such as tensile strength, hardness, ductility and toughness. The degree to which these properties are affected depends on the chemical composition of the base material and the cooling rate after welding. PWHT treatment requirements are typically dictated by codes and standards and by any special requirements due to the service conditions of the welded structure.
For steel fabrication the use PWHT is driven by the need to resist brittle fracture via post heating and to reduce residual stresses via stress relieving.
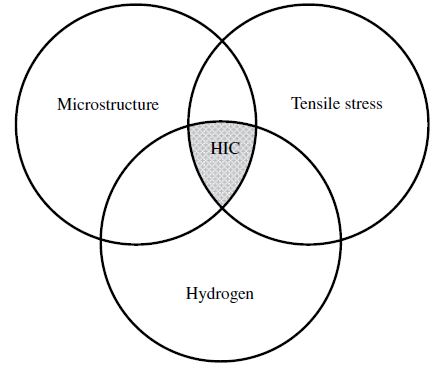
Post heating is primarily done to avoid hydrogen induced cracking (HIC), also know as cold cracking and hydrogen assisted cracking (HAC). In order for HIC to occur three things must be present:
- A susceptible base material microstructure (usually due to high levels of carbon)
- Threshold level of hydrogen
- Elevated stress levels (internal or external)
For more detail on this topic you can read Factors Influencing Hydrogen Induced Cracking.
If you eliminate one of the three things above, hydrogen induced cracking will not take place. Post heating allows hydrogen to diffuse out of the weld and heat affected zone (HAZ), thus reducing diffusible hydrogen below the threshold level. For more information on preventing HIC read Preventing Hydrogen Induced Cracking.
The weld should not be allowed to cool to room temperature before post heating. HIC will occur once the material temperature drops below 200F. Before this happens the part must be heated to a specific temperature and held for a specific amount of time which depends on the material type and thickness. This allows hydrogen to diffuse out of the weld and prevent cold cracking upon reaching room temperature.
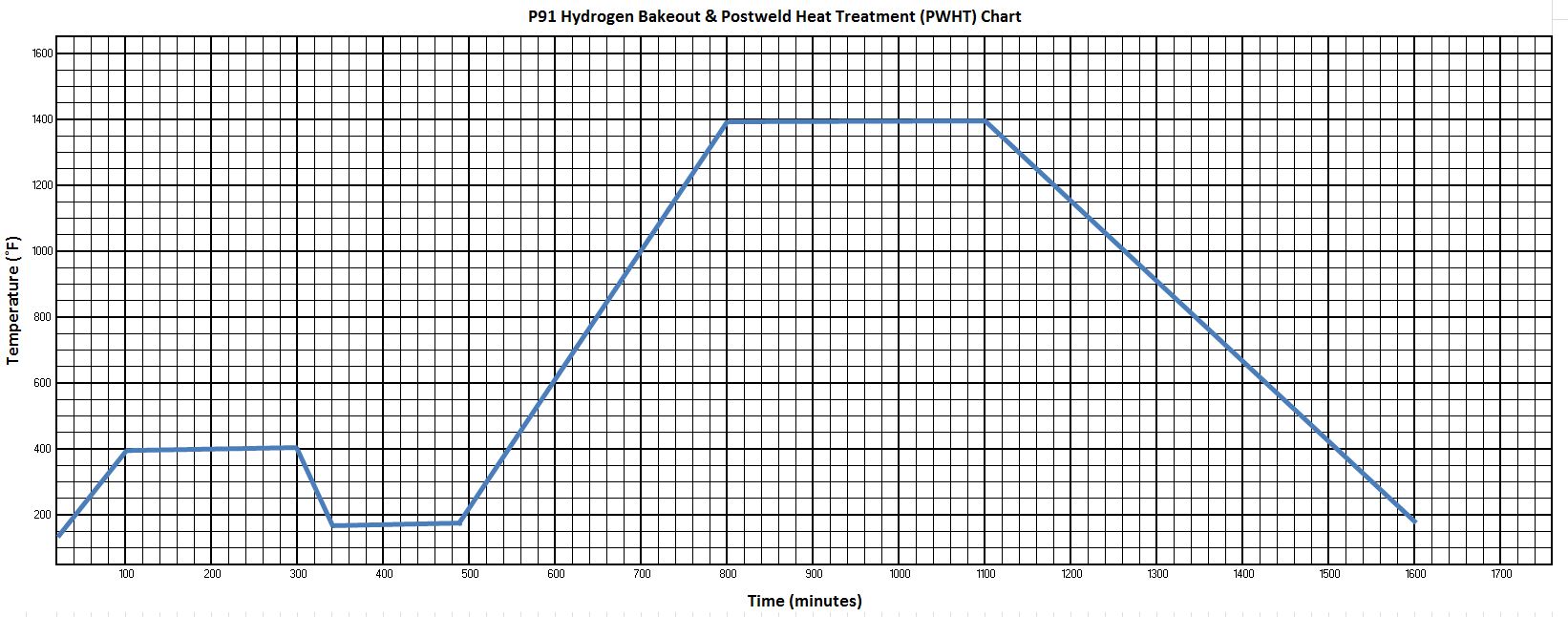
Codes and standards will specify temperatures and holding times. In general, you must heat the part high enough to allow hydrogen to diffuse out of the weld and HAZ but not high enough to create any type of microstructural change. Typically, this bake out procedure is done between 300˚F – 600˚F [149˚C – 316˚C]. This temperature is held for at least 1 hour per inch [25mm] of material thickness. Always consult the code you are working with or the engineer in charge before developing your own post heating procedure.
Charts showing post heating and PWHT temperatures and holding times should be included with all WPSs. An example of this type of chart is shown below.
Stress relieving is the other common purpose of applying PWHT. Stress relieving is done at a much higher temperature and usually for a longer period of time than post heating. Stresses can develop in weldments due to high levels of restraint and shrinkage forces. These stresses may not cause the part to crack right away, but significantly reduce the fatigue life of the welded structure or component.
Stress relieving will reduce these residual stresses that are present after welding by carefully controlling the heating of the part to a specific temperature, holding it for a specific amount of time and then controlling the cooling rate. Unlike postheating, the temperatures for stress relieving are much higher. For most carbon steels stress relieving is done at 1000˚F – 1400˚F [538˚C – 760˚C].
Other than relieving stresses, PWHT provides other benefits: tempering, hydrogen removal, improved ductility, toughness and corrosion resistance. However, be aware that PWHT can also have damaging effects if done improperly or done on materials that should not be post weld heat treated.
Exceeding the stress relieving temperatures can reduce tensile strength, reduce creep strength and reduce notch toughness. Additionally, some steels should not be post weld heat treated or at least it is not recommended. AWS D1.1 Structural Welding Code (Steel) states that stress relieving the following common structural steels is not recommended:
- ASTM A514 (commonly referred to as T-1 steels – Arcelor Mittal trade name)
- ASTM A517
- ASTM A709 Grade HPS 100W
- ASTM A710
It is worth restating that any PWHT must be done according the specific code or standard that governs the fabrication of the structure or component. Even though PWHT is done after welding it forms part of the welding procedure specification (WPS) and clear instructions must be shown in this document on how to perform the PWHT.
References:
Welding Procedure Development for Non Welding Engineers
Metals and How to Weld Them – Theodore Jefferson, Gorham Woods
Welding Metallurgy and Weldability by John C. Lippold
AWS D1.1/D1.1M:2020 Structural Welding Code – Steel