

If you are a Certified Welding Inspector (CWI), welding engineer, or anyone responsible for interpreting welding codes, you have likely encountered situations where the code language is not completely clear.
Many of the questions we receive from readers are related to interpreting welding codes and standards such as AWS D1.1 Structural Welding Code – Steel. In many cases the challenge is not simply understanding the wording of the code. The real difficulty arises when the code does not provide enough information to make a clear decision.
This article begins a discussion on how to approach those situations. We will review practical examples and discuss what inspectors, engineers, and fabricators should do when welding codes leave room for interpretation.
When AWS D1.1 Requirements Create Questions
Consider the following requirement from the Design Clause of AWS D1.1.
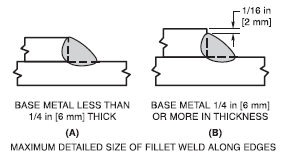
For lap joints where the base metal thickness is ¼ inch or greater, the maximum fillet weld size is limited to:
t – 1/16 inch
where t represents the thickness of the base metal.
This requirement is illustrated in Figure 4.7 of AWS D1.1/D1.1M:2020 Structural Welding Code – Steel.
At first glance, the rule appears straightforward. However, questions often arise during inspection or fabrication.
For example:
- What happens if a production weld exceeds this limit?
- Is the weld automatically unacceptable?
- Does the weld need to be removed and rewelded?
- What is the actual purpose of this limitation?
These are the types of real-world questions that welding inspectors and engineers must deal with regularly.
Why AWS D1.1 Limits Fillet Weld Size in Lap Joints
The primary reason for limiting fillet weld size along the edge of lap joints is verification of weld size.
More specifically, the limitation ensures that the effective throat dimension of the weld can be properly inspected and verified.
If the weld becomes too large relative to the edge of the base metal, it becomes difficult for an inspector to confirm that the weld actually provides the required throat dimension.
In the next article we will examine this requirement in more detail and discuss how to evaluate situations where production welds do not meet this limit.
For now, let’s focus on a broader question:
What should you do when the welding code is unclear or does not address the situation directly?
What to Do When a Welding Code Is Not Clear
When welding codes such as AWS D1.1 do not provide enough information to make a clear decision, several steps can help guide the correct approach.
Ask Experienced Welding Professionals
More experienced welding engineers, inspectors, or supervisors may have encountered the same situation before. Consulting knowledgeable colleagues can often provide valuable insight.
In many cases, a quick discussion with another professional can help clarify how the code requirement is typically interpreted in practice.
Read the Code Commentary
Many welding professionals are unaware that most welding codes include a commentary section.
The commentary is intended to explain the reasoning behind certain requirements and provide additional context for interpreting the code.
AWS committees include commentary specifically to help users understand the intent of the requirements.
Before making a decision, it is always worth reviewing the commentary for the relevant clause.
Consult the Engineer in Charge
According to the American Welding Society, the Engineer in Charge is:
“The duly designated individual who acts for and on behalf of the owner on all matters within the scope of the code.”
This individual has the authority to make engineering decisions when the code language is ambiguous or when the situation is not explicitly addressed.
In many cases, consultation with the Engineer in Charge is the appropriate next step.
Apply Sound Engineering Judgment
If you are the Engineer in Charge and still have doubts about the correct course of action, it may be necessary to rely on sound engineering judgment.
Welding codes exist primarily to ensure the safety and reliability of welded structures.
When uncertainty exists, the safest and most conservative solution is usually the appropriate one. This may not always be the lowest-cost option, but safety should always take priority.
Submit a Technical Inquiry to the Code Committee
Another option is to submit a technical inquiry directly to the committee responsible for writing the code.
For example, AWS D1.1 provides guidance for submitting inquiries in Annex T of the 2020 edition.
When submitting a technical inquiry, it is important to follow the formatting guidelines provided in the code.
The committee reviews these inquiries and may issue formal interpretations that clarify the requirement.
Be Cautious with Online Forums
Online forums and discussion boards can sometimes provide useful perspectives, but they should be used cautiously.
Unfortunately, there is often more incorrect information available online than accurate guidance.
If you consult online forums, make sure they are moderated by credible professionals and always verify any information against the applicable code or with qualified experts.
Welding Code Interpretation Requires Judgment
Interpreting welding codes is rarely a purely mechanical process.
While codes provide requirements and limits, many real fabrication situations require experience, engineering judgment, and consultation with other professionals.
Understanding the intent of the code is often just as important as understanding the wording itself.
In future articles we will continue examining real examples of welding code interpretation and discuss how to handle situations where code requirements are unclear.
Have you encountered situations where the welding code was unclear or did not provide enough information to make a decision?
If so, we would like to hear from you. Your experience may help other welding professionals facing the same challenges.
Reference:
AWS D1.1/D1.1M:2020 Structural Welding Code – Steel
