

A weld is a weld, right? Just lay down a bead, make sure it looks good, and you’re done. If only it were that simple! In the world of metal fabrication, assuming all welds are created equal is one of the quickest ways to invite costly rework, premature failures, and even dangerous structural issues.
The truth is, the intended service and type of loading your welded product will experience profoundly impacts what constitutes an “acceptable” weld. And nowhere is this distinction more critical, or more clearly defined, than in the AWS D1.1 Structural Welding Code – Steel and other structural welding codes.
![AWS D1.1 is the structural welding code for steel. This code governs the welding of structural steels having a minimum thickness of 1/8 in [3mm] and a specified minimum yieldstrength of up to 100 ksi [690 MPa]](https://weldinganswers.com/wp-content/uploads/2020/03/AWS-D1-1-Cover-Image.png)
Ignoring this distinction isn’t just a technical oversight; it’s a direct path to lost productivity, increased costs, and compromised product performance.
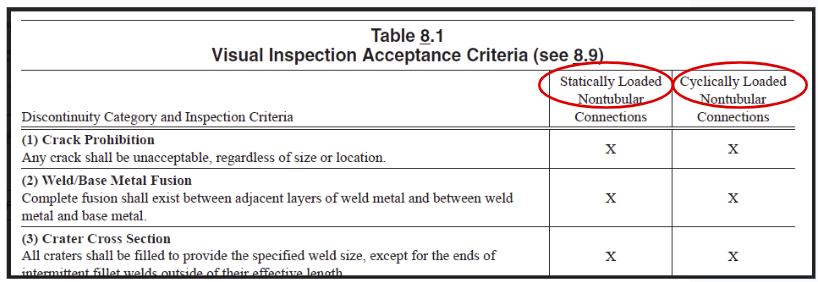
The Core Distinction: Static vs. Cyclic Loading
To understand why AWS D1.1 has different rules, we first need to clarify these two fundamental types of loading:
- Static Loading: Imagine a building column supporting a constant, unchanging weight, or a storage tank filled with a consistent volume of liquid. These are examples of static loads. Once the load is applied, it remains relatively constant over time. The primary concern here is that the weldment has sufficient strength to carry the load without deforming excessively or fracturing immediately.
- Cyclic (Fatigue) Loading: Now, think about a bridge structure constantly flexing as traffic passes over it, or a component in vibrating machinery, or a crane boom repeatedly lifting and lowering loads. These are examples of cyclic loads, characterized by repetitive or fluctuating stresses. Even if the peak stress in a cyclic application is well below the material’s yield strength, repeated application can lead to failure over time. This insidious phenomenon is known as fatigue.
The classic analogy for fatigue is bending a paperclip. You can bend it once, or even a few times, with no apparent damage. But bend it back and forth repeatedly, and eventually, it snaps – not because the single bend was too strong, but because the material weakened over time with each cycle.
Why Acceptance Criteria Differ: Fatigue is the Enemy
The reason AWS D1.1 differentiates its acceptance criteria is simple: fatigue is an absolute killer of weld integrity.
Weld discontinuities – even tiny ones like slight undercut, small pores, or minor inclusions – act as stress concentrators. Think of them as microscopic notches.
- Under Static Loading: For static loads, minor discontinuities might be tolerated because the surrounding material can often redistribute stress around the imperfection. As long as the overall cross-sectional area and strength are adequate, the structure performs as intended. The material has time and opportunity to “even out” the load.
- Under Cyclic Loading: This is where even seemingly minor discontinuities become critical. Under repetitive stress, these tiny “notches” become initiation points for microscopic fatigue cracks. With each load cycle, these cracks propagate, growing larger and larger until the remaining sound material can no longer support the load, leading to sudden, often catastrophic, failure. The material simply doesn’t have the luxury of redistributing stress when it’s constantly being pulled and pushed.
A Clear Example: The Case of Undercut

Let’s look at one of the most common weld discontinuities: undercut. Undercut is a groove melted into the base metal adjacent to the toe or root of a weld, left unfilled by weld metal. It’s essentially a notch.
AWS D1.1’s stance on undercut perfectly illustrates the static vs. cyclic loading distinction:
- For Statically Loaded Members: The code generally allows for a certain depth of undercut. For instance, it may permit undercut up to 1/32 inch (0.8 mm) deep, provided that no more than 10% of the length of the weld has undercut deeper than 1/64 inch (0.4 mm), and the reduction in base metal thickness does not exceed the allowed percentage. The logic here is that for static loads, a shallow, localized notch might not significantly impair the overall strength of the joint.
- For Cyclically Loaded Members: The requirements are far more stringent. AWS D1.1 dictates that undercut be no more than 0.01 in [0.25mm] deep is permitted for cyclically loaded members, especially in critical areas. If any undercut beyond this dimension is present, it must be removed. Why? Because that seemingly insignificant notch is a prime crack initiation site due to being a stress concentration point, jeopardizing the long-term integrity of the structure.
Other discontinuities like porosity face stricter acceptance criteria for cyclic loading, as they all contribute to stress concentration and can act as fatigue crack initiation sites.
Beyond AWS D1.1: Your Products, Your Responsibility
While AWS D1.1 provides an excellent framework for structural steel, its underlying principles are universal. Even if your fabrication shop doesn’t strictly follow AWS D1.1 because you’re building products for machinery, agricultural equipment, or custom components, you must still consider the nature of the loads your products will experience in service.
Failing to account for cyclic loading can lead to:
- Expensive Warranty Claims & Rework: Products failing prematurely due to fatigue will come back to haunt you, costing time, money, and customer trust.
- Damage to Reputation: Consistent product failures will quickly tarnish your company’s standing in the market.
- Safety Hazards & Legal Liabilities: In severe cases, fatigue failures can lead to property damage, injury, or even fatalities, opening your company up to significant legal and financial repercussions.
Actionable Advice for Your Fabrication Shop:
- Assess Your Loading Conditions: For every product you weld, thoroughly understand its intended service. Will it experience vibration, repeated starts and stops, fluctuating pressures, or constant impacts? If the answer is yes, then you are dealing with cyclic loading.
- Adjust Your Internal Acceptance Criteria: Based on the loading conditions, refine your internal weld acceptance standards. Even if no specific code mandates it for your product, adopt stricter criteria for cyclically loaded components.
- Invest in Training: Educate your welders, welding supervisors, and quality control personnel on the critical differences between static and cyclic loading. Train them to recognize the impact of even minor discontinuities on fatigue life and to apply appropriate inspection standards. Knowledge is your best defense against failure.
- Collaborate with Design: Encourage communication between your fabrication team and your design engineers. Design engineers play a crucial role in minimizing stress concentrations through proper joint design, which directly impacts fatigue resistance.
- Qualify Your Welding Procedures: Qualifying welding procedures through destructive testing provides assurance that the procedure can deposit sound welds. Structural welding codes like AWS D1.1 and AWS D1.6 allow the use of prequalified welding procedures for carbon steel and prequalified welding procedures for stainless steel respectively. Prequalified welding procedures assure quality and significantly reduce costs associated with testing.
In the world of welding, quality is never a fixed target. It’s a dynamic standard that must adapt to the demands of the application. By understanding and applying the principles behind codes like AWS D1.1, you can ensure your welds are not just “good enough,” but truly fit for purpose, delivering lasting performance and value to your customers.
Are you just now starting to develop your welding quality control program? Head to our YouTube channel to learn the 5 fundamental steps to prevent serious weld failures.