
Should I use 4043 or 5356 aluminum wire for my application?
This is a very commonly asked question. The application of these two aluminum alloys has such a big overlap that a lot of times it simply comes down to welder preference, cost or availability. When determining which filler alloy to use the most important questions is what is the alloy (or alloys) you are welding. We always refer to the table below; it is a great reference chart.
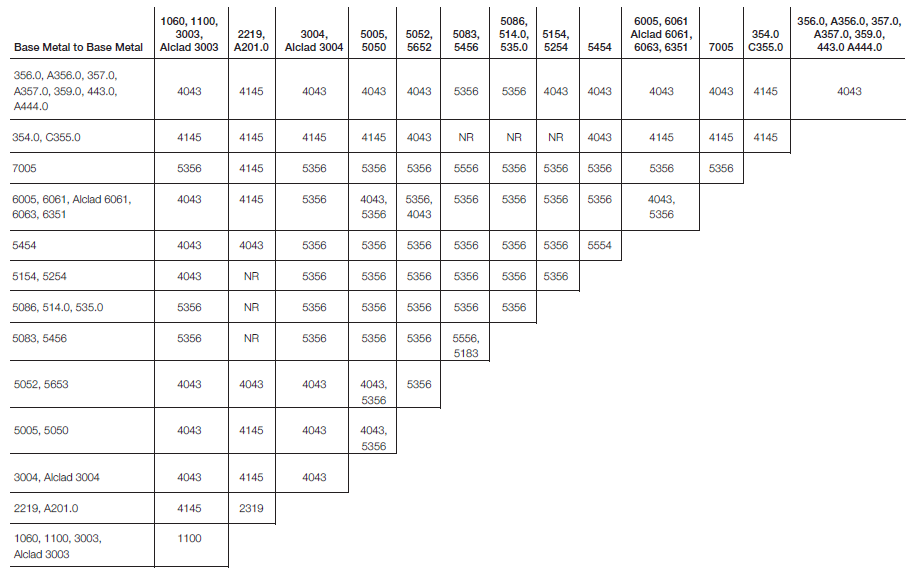
If the chart shows that you can use either 4043 or 5356 then there are a few more things we need to consider:
- Service temperature: If service temperature will exceed 150F (65C) 5356 should not be used. At temperature above 150F this alloy is susceptible to stress corrosion
- Anodizing: If the welded assembly will be anodized 5356 should be used because the weld will color match the base material. A weld with 4043 that is anodized will stick out since it will anodize a dark gray.
If the service temperature is below 150F and there will be no anodizing then it comes down to preference. However, after picking one alloy there may be reason to switch to the other due to things like feedability, wetting, presence of smut, porosity, etc. Below are the advantages of each alloy.
Advantages of 4043 filler
- Good wetting
- Less prone to cracking
- Better penetration
- Lower cost
- Less susceptible to black smut
Advantages of 5356 filler
- Better feedability
- Higher ductility
- Higher tensile strength
- Higher shear strength
- Anodizes with color match
Do you prefer one filler alloy over the other?
Source: Lincoln Electric’s “Aluminum GMAW – Gas Metal Arc for Aluminum”