
 A welding procedure specification (WPS) consists of a series of welding variables and corresponding allowable ranges. The selection of these ranges is very important. The idea is that if the welder is within all acceptable ranges he or she will deposit a sound weld, provided of course that the welder has the required skill. The complexity of developing a WPS varies widely. Creating a procedure for super duplex stainless steel will be very different and require a different skill set than creating a procedure for welding low carbon steel. However, the process to follow to develop any welding procedures is almost always the same.
It is very common for the person that is in charge of developing a welding procedure to immediately jump into selecting amps and volts. However, there are a few very important steps that must be followed prior to setting up your welding machine. It is advisable to make following these steps common practice, even if you believe the base metal is easy to weld.
A welding procedure specification (WPS) consists of a series of welding variables and corresponding allowable ranges. The selection of these ranges is very important. The idea is that if the welder is within all acceptable ranges he or she will deposit a sound weld, provided of course that the welder has the required skill. The complexity of developing a WPS varies widely. Creating a procedure for super duplex stainless steel will be very different and require a different skill set than creating a procedure for welding low carbon steel. However, the process to follow to develop any welding procedures is almost always the same.
It is very common for the person that is in charge of developing a welding procedure to immediately jump into selecting amps and volts. However, there are a few very important steps that must be followed prior to setting up your welding machine. It is advisable to make following these steps common practice, even if you believe the base metal is easy to weld.
- Understand the physical and mechanical properties of the base metal – Selecting the base metal is the responsibility of the design engineer. As a welding engineer, or simply as the person responsible for developing the WPS you need to understand how the base metal will be affected by the heating and cooling cycle of welding. Is the material susceptible to hardening, corrosion, distortion, cracking, etc?
- Select the best welding process – The welding process selected is often times driven by economics, meaning the process that will not just weld the fastest but which will yield the lowest manufacturing time. The welding process; however, plays a very important role in quality. If high heat input is necessary, then SAW may be better than GMAW even though GMAW is a more flexible process.

Submerged Arc Welding (SAW) provides high deposition rates but it is limited to the flat and horizontal positions.
Many factors will also affect the selection of a welding process. Some of these factors include: location (inside or outside), welding position, level of welder skill, specific customer requirements in the contract documents, availability of filler metals, and many more.
- Select the right filler metal – Selecting the right filler metal goes back to understanding the base metal. In some cases selecting a filler metal with matching strength is all that’s required. Other times you must undermatch the strength of the base metal to prevent cracking. Other times you need specific alloying elements to prevent other issues like solidification cracking.
- Determine the joint details – Most fabrication involves fillet welds. In some cases you may choose to turn a fillet weld into a partial joint penetration (PJP) groove weld. This is driven economics. The joint details of a complete joint penetration (CJP) weld can significantly affect productivity (by requiring different amounts of weld metal and thus different welding times). However, it is not all about speed. A very tight included angle in a CJP can reduce weld volume and welding time by 50% but create a lot of rework due to slag inclusions or lack of fusion.
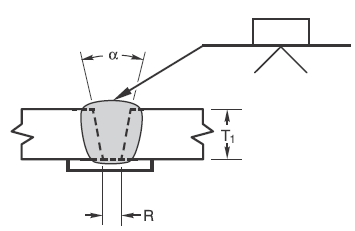
Prequalified joints are specified to ensure quality, but not necessarily productivity. Consider other joint details to increase productivity.
- Determine if preheat and/or post weld heat treatment (PWHT) is necessary – This goes hand in hand with understanding the base metal properties and how the heat from welding will affect its mechanical properties. Knowing the required finished mechanical properties is of course very important. If we want a ductile weldment we may choose to use preheat and to slow cool after welding. If we want high hardness we may choose to forgo preheat and accelerate cooling by quenching.
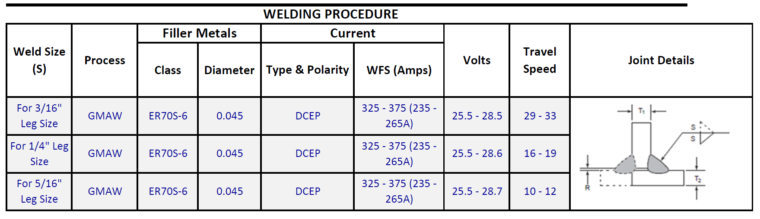
- Select ranges for all welding variables – The ranges for welding variables, such as amperage, voltage, travel speed, and all others will typically be set by the allowable ranges specified by the governing structural welding code. This can be done by taken a procedure qualification record (PQR) and using the tolerances allowed by the code. Or it can be following the specific requirements by the code when using prequalified welding procedures.
These variables will have a significant impact in quality and productivity. A WPS can be written in a way that it will always pass inspection and have little to no rework ever, but it may limit productivity. By the same token, a welding procedure can be develop so that welding is as fast as can be, but can generate a lot of rework. The best welding procedures maximize productivity while still providing acceptable quality. For information on other welding variables read 14 Welding Procedure Specification Variables.
Welding variables can affect more than one aspect of welding. For instance, we may think that our travel angle only affects bead profile. It actually affects penetration, it has a slight impact on gas shielding, it has an impact on spatter generation, etc. To get an idea of how many different variables affect the weld read 7 Variables that Affect Weld Penetration. Developing a welding procedure is an important that task that should be taken seriously. The steps above provide a list of basic steps that must be followed. The process can be much more involved, but follow these steps and you’ll be better off than most. Reference: “What Every Engineer Should Know about Welding Procedures” by D.K. Miller, Published in The National Steel Construction Conference Proceedings, Chicago, AISC, 1997 _____________________
Hello. Great article. I have a question. What do you mean with “consider other joint details to increase productivity”.
Hello Alex. A welded connection can have different joint details. For example, you can have a complete joint penetration weld that consists of a V-groove. It may require a large number of passes due to the thickness. You can consider a double-V-groove if you have access from both sides. This will reduce the weld volume significantly. A similar situation can occur with fillet welds on thick sections. You may be required to have a 3/4″ fillet consisting of multiple passes in order to achieve the necessary throat dimension. You could do a partial joint penetration (PJP) weld by beveling one of the members and have a PJP reinforced by a fillet weld. The necessary weld metal to achieve the desired throat dimension would be much less. Reducing weld volume will save a lot of money on materials but more importantly on labor. However, you must also consider the added cost of plate preparation (adding bevels, manipulating parts to weld from both sides, etc.