
A Welding Procedure Specification has several variables which should be carefully specified. The values selected for the variables discussed below have a significant impact on weld soundness and mechanical properties. It is critical that these values be appropriate for the specific requirements of applicable code and job specifications. Some of the most important variables in a WPS are the following.
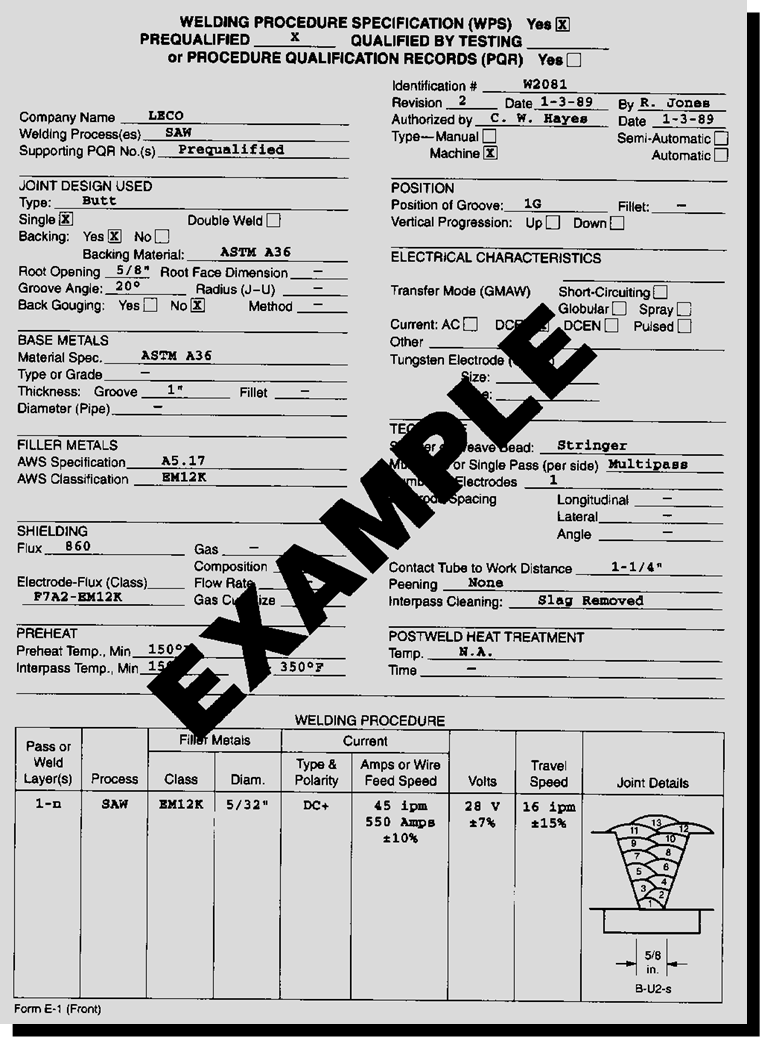
- Process – The ideal welding process is that which provides the highest efficiencies while still achieving at the very least the minimum required mechanical properties. Common arc welding processes are SMAW, GTAW, FCAW-S, FCAW-G, GMAW, SAW.
- Electrode Specification – This is the specification assigned by AWS to the electrode (i.e. E7018, ER70S-6, EM12K, etc.).
- Electrode Diameter – Specifies the size of the electrode (.030”, .035”, .040”, .045, .052”, 1/16”, 1/8”, etc.)
- Electrical Characteristics – Preferred or required polarity (DC+, DC-, AC)
- Base Material Specification – ASTM number or other designator for the base material or materials being joined.
- Minimum Preheat and Interpass Temperature – If required, the temperature that the base material needs to reach before welding can commence (preheat), and the temperature at which the material needs to be between welding passes (interpass temperature).
- Welding Current or Wire Feed Speed – Amperage at which welding will be done. This can be expressed as current (amps) or inches per minute (wire feed speed). For current and/or WFS a range is usually specified instead of a specific value.
- CTTWD – Contact tip to work distance must be specified. It is not an essential variable, meaning if you change it does not require requalification, but maybe it should be. Slight changes to CTTWD can significantly increase or decrease amperage.
- Arc Voltage – Welding voltage, usually specified for a wire process, but can be dictated for a constant current process such as SMAW and GTAW. In a constant-current processes the voltage is determined by the arc length that the welder maintains, it is not a pre-settable variable.
- Travel Speed – How fast the welding is done. It can also be a range. Welding speed is dictated by the weld size and the deposition rate, which is a factor of wire feed speed.
- Position of Welding – Specifies whether welding is done in the flat, horizontal, vertical up, overhead or other positions (i.e. 1F = Flat Fillet, 2F = Horizontal Fillet, 3G = Vertical Up Groove, etc.).
- Post Weld Heat Treatment – If required, instruction on the temperature that the welded assembly needs to maintain and for how long. Post weld heat treatment is done with the intent to preserve or improve mechanical properties.
- Shielding Gas Type and Flow Rate – If using a process that requires shielding gas specify the gas or gas mixture as well as the flow rate. Gas mixtures should be exact (i.e. 75% Argon, 25% CO2) and flow rate can be a range (i.e. 40-45 cfh).
- Joint Design Details – Provide a description of the joint. This can include material thickness, type of joint, gap (if any), land (if any), if it has backing, etc.
There are several other variables that may be specified such as technique (stringer or weave), level of automation (manual, semi-automatic, automatic), whether peening is required, method of interpass cleaning (wire brush, chipping, etc.). A welding procedure should provide as much detail as possible. It is the set of instructions that the welder uses in order to deposit a sound weld.
The format of the WPS does not matter as long as the variables detailed above are specified.
Reference: “What Every Engineer Should Know about Welding Procedures” by D.K. Miller, Published in The National Steel Construction Conference Proceedings, Chicago, AISC, 1997
As you can see simply calling out wire feed speed and voltage does not constitute a welding procedure. Many variables have an effect on the deposited weld metal. This is why many fabricators are asked to adhere to a code such as AWS D1.1 Structural Welding Code, API 1104, or ASME Section IX when qualifying both welding procedures and welders.
 Do you want more information on how you can perform your own qualifications?
Do you want more information on how you can perform your own qualifications?
“Qualifying Welding Procedures, Welders and Welding Operators” is a guide developed to help you perform your own qualifications in full compliance with AWS D1.1 Structural Welding Code – Steel.
[counterize]