
One of the most frequently asked questions is if there is a valid reason to use an ER70S-3 (S3) mig wire versus the more commonly used ER70S-6 (S6) wire. Both wires belong to AWS Specification A5.18 and can be used interchangeably in most applications because they provide almost identical mechanical properties. There is subtle difference between the two that can make you go one way or the other.
Many years ago there used to be a clear difference in pricing between these two. The S6 wire contains more manganese and silicon. These elements act as scavengers that allows us to weld in steel that is not perfectly clean. It will perform better than S3 over mild amounts of mill scale, oil, dirt and rust. Also, the added silicon makes the welding puddle more fluid and provides better wetting at the toes of the weld, resulting on a more aesthetically pleasing weld bead.
It seems natural that the price would be higher. So many companies elected to buy S3 wire to save some money when the steel they were welding on was relatively clean.
Today there is no significant difference in price, maybe $0.01/lb. So, other than saving a few pennies, is there any advantage to using S3? Why do so many people still use S3 over S6? We have found 3 main reasons, only one which is truly legitimate.
1. The first reason we hear is the one mentioned above – PRICE. However, if you have been welding with S3 for a decade you may be surprised that you can get S6 for the same price or pretty close. This is due to the fact that the volumes of S6 are so great that the price has been reduced and made equal to S3 which has much lower volumes.
2. The second reason, which is used very often for many different topics is: “We have always done that [use S3].” When asked why, the typical answer is they don’t know. At times there is a welding procedure specification that will have ER70S-3 wire and that will be a legit reason to use S3 over S6. However, it may be worth looking into using S6, in most cases there is no need to requalify and it is as simple as changing the AWS classification on the WPS.
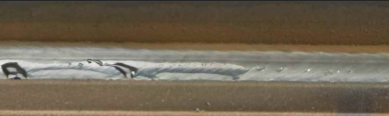
3. The last major reason, and the truly legitimate one for why S3 is used over S6 is the higher build up of silicon islands by the S6 wire. Because the S6 wire digs though impurities better than S3, it brings this “junk” up to the surface in the form of crystal-like silicon islands. This isn’t a problem whatsoever unless you paint your parts without cleaning the welds. When you paint over a silicon island it will eventually pop out leaving a spot without paint that becomes a nasty eye sore. A lot of automotive suppliers will use S3 because of this very reason.
Are you using ER70S-3 wire for a reason other than does stated above?