
The formation of silica islands on welds made with the GMAW (mig) and MCAW (metalcore) processes is very common. For the most part, these silica islands are not a problem. However, if the weld is to be painted, you better remove these islands. Otherwise, they will eventually pop off and leave an unpainted spot in your weld that will probably eventually corrode. So what contributes to the formation of these silica islands?
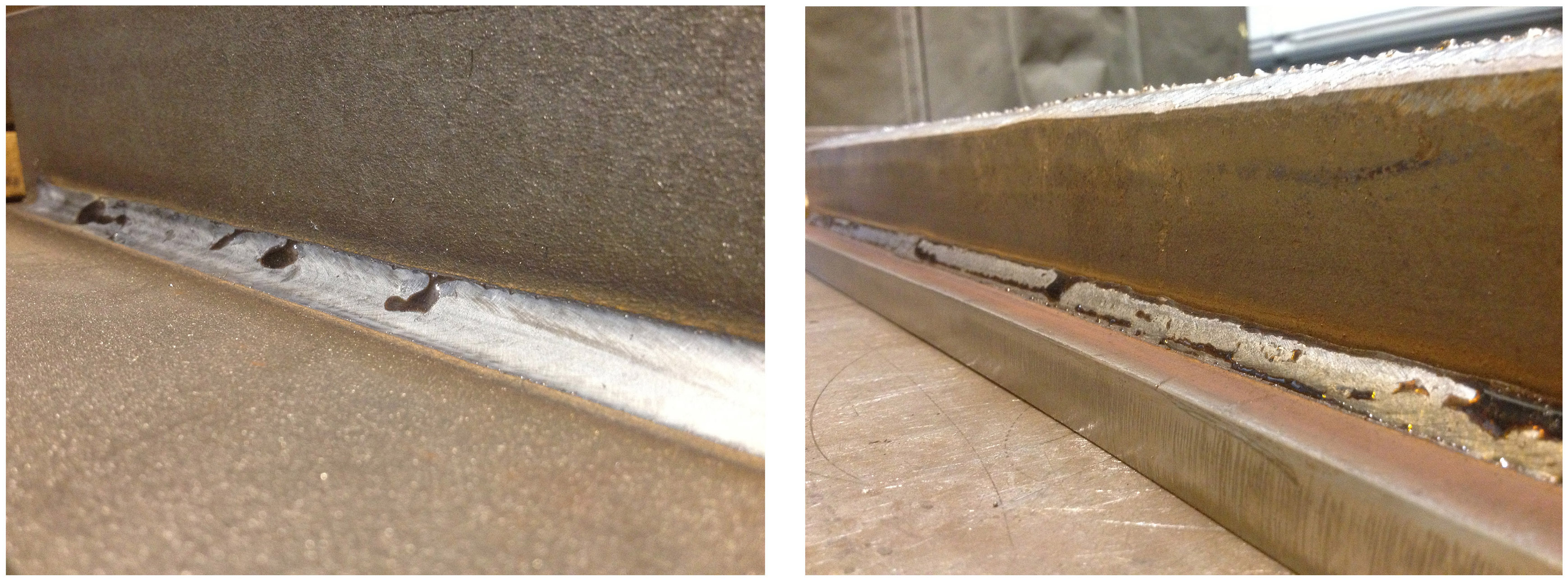
First of all, silica islands are not the same as the slag from processes such as FCAW (flux-core) and SMAW (stick). Silica islands do not need to be removed prior to applying a second pass as you would slag from a slag-producing welding processes. Welding over silica islands will not result in inclusions. However, we typically try to minimize silica islands if the parts will be painted. This is why manufacturers of filler metals spend a lot of time and resources developing wires that will control the formation and more importantly the location of these islands. Wires with good “silica island management” will produce silicon islands towards the center of the weld rather than the toes. Silica islands in the center will detach easily while those that form in and around the toes of weld will be hard to remove.
There are wires that will generate less silicon islands than others if all other variables are perfectly the same. However, the assumption that some will produce more silica than other such as metalcore wires producing more silicon islands than mig wires is not always correct.
We recently had a project in which we switch our customer from an ER70S-6 mig wire to an E70C-6M metal-core wire and completely eliminated silica formation in the weld. In doing so, we considered factors other than just the filler metal. Below are 5 factors that contribute to the formation of silicon islands.
- Welding procedure – more penetration will produce more silica islands. Anything that drives penetration will increase silica (higher amperage, use of preheat, welding position, shielding gas, travel speed, etc.). Filler metals such ER70S-6 and E70C-6M contain deoxidizers such as silicon and manganese. These deoxidizers will drive impurities out of the base metal. So naturally, the deeper the penetration and the higher the dilution/admixture, the more silicon islands will form.
- Shielding gas – the higher the CO2 content the more silicon islands will form. CO2 molecules break down into carbon, carbon monoxide and oxygen in the welding arc. This oxygen that results from the CO2 breaking down will combine with deoxidizers in the weld metal (silicon, manganese and aluminum are the most common) to form oxides which float to the surface of weld producing these silicon islands. In the project mentioned above we switch from ER70S-3 with 90Ar/10CO2 shielding gas to E70CM-6M with 98Ar/2Ox and eliminated silicon islands. We also changed the procedure to minimize penetration and admixture while still producing quality welds. This was accomplished by using a pulse waveform, reduction in weld size and increase in travel speed.
- Joint configuration – the more admixture the more silicon islands will form. See the two joints below.
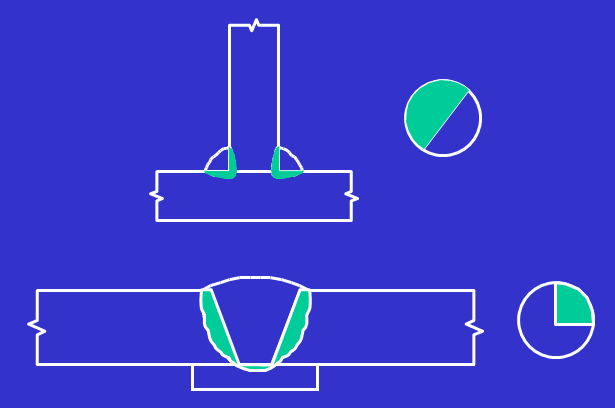
There is a higher percentage of admixture in the fillet weld (about 50%) than the groove weld. If you have an extremely tight groove you will have a higher percentage of admixture as well. The more the base metal gets driven into the weld metal (admixture) the more impurities will be driven to the surface of the weld in the form of silicon islands.
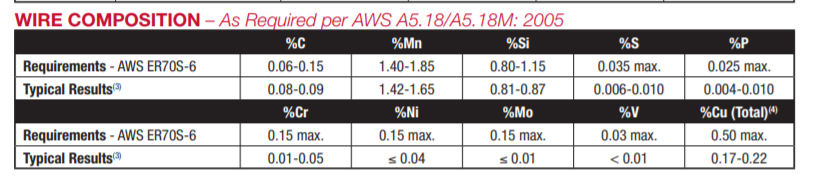
- Filler metal – the higher the level of scavengers (deoxidizers) in the filler metal the more oxides will form. Keep in mind that welding wires, whether GMAW or MCAW have allowable limits for silicon and manganese. Take a look at the chemical make up of a widely used ER70S-6 below.
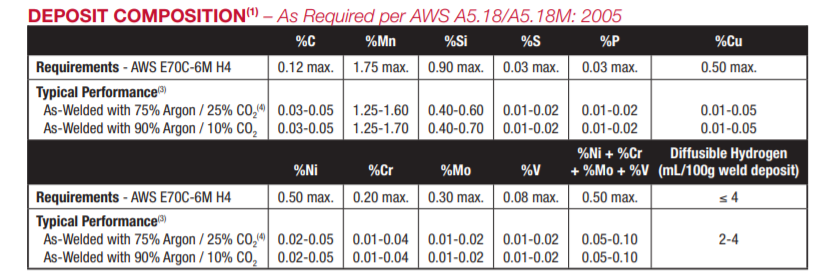
The chart below is for Lincoln Electric’s Metalshield MC-6 (E70C-6M). Notice the maximum for both silicon and manganese are lower than for the ER70S-6 shown above. This means that a solid wire has the ability to produce more silica than metalcore. However, this is typically not the case due to other factors.
- Base metal – the steel may be one of the biggest factors in the amount of silicon island formation. If you have “dirty” steel (composition-wise) you will tend to produce more silica. The cleanliness of the steel depends on the manufacturing process. Cheaper steels which are manufactured with higher percentages of scrap steel will typically contain more impurities.
The above 5 factors are not all that can contribute to the amount of silicon island formation in welds. However, these tend to be the most influential by far.