
Welding in cold temperatures poses two critical challenges. First, the brutal conditions welders must endure and second, the performance of steel structures in cold temperatures. Many times we forget about the former by focusing too much on the latter. If you ever get a chance to talk to welders that have welded in both extreme heat and extreme cold, ask them which one is worse. Their answers may surprise you.
Let’s take a look at these two challenges.
Welding in cold temperatures
If you take a look at Clause 7.11.2 of AWS D1.1/D1.1M:2020 Structural Welding Code (Steel) you’ll find the following mandate:
Welding shall not be done when the ambient temperature is lower than 0°F [-20°C]
This statement is not about welder comfort. It’s all about preventing cracking of the weld and/or heat affected zone. We will explain this when discussing the performance of steel in cold temperatures. The reason we mention it now is because this means that the code does not prohibit welding when the temperature is at or above 0°F [-20°C].
Have you ever walked outside when it’s this cold? With many layers, a winter coat, a nice wool hat? Now imagine you have to weld, but those really nice warm coats are not an option because you need fire-resistant clothing. So you have to figure out how to dress warm but with certain limitations. More layers means less range of motion, tougher to move around objects and tougher to position yourself for welding.
To this, add the fact that you can’t wear gloves that are really warm because this means thicker gloves. You need your dexterity so keeping your hands warm is another challenge.
As if this was not enough, the lens in your welding hood can fog up quite easily when the ambient air is extremely cold and you’re exhaling warm air out of your nose and mouth.
You can see how extreme cold temperatures can be tough for a welder. This also leads to lower productivity compared to regular conditions as well as higher weld defect rates. This, of course, is taken into account during the project planning phase. Or at least it should be.
Now, let’s look at the weldability and service performance challenges when exposed to cold temperatures.
Performance of Steel Structures in Cold Weather
Within this concern there are two key things to consider:
- Potential for cold cracking (hydrogen induced cracking)
- Potential for brittle fracture during service due to lower toughness
Potential for cold cracking
As mentioned above, the structural welding code tells us not to perform welding when the ambient temperature is below 0°F [-20°C]. It is worth noting that the “ambient temperature” refers to the temperature in the vicinity of the weld and not necessarily the weather. So, if you erect a shelter or tent around a structure to be welded and then heat it, the ambient temperature (near the weld) can be 20°F [-7°C] while the temperature outside the tent is -15°F [-26°C]. In this case you can perform welding.
Another thing to note is regarding preheating. Most structural steels will not require any preheat unless their thickness reaches or exceeds ¾ in [20mm]. That is unless the base metal temperature is below 32°F [0°C]. If this is the case, the base metal shall be preheated to a minimum of 70°F [20°C] and the minimum interpass temperature shall be maintained during welding per AWS D1.1.
This may seem confusing because if we follow it we would need to preheat base metal that is at 20°F to a temperature of 70°F, but if the base metal is at 40°F we would not have to (for certain steels) do any preheating. The reason for this is the cooling rate of the weld and heat affected zone (HAZ).
Since we are not preheating the entire structure, but just the area around the weld, we still have a massive heat sink. So a weld and HAZ will cool much faster if the weld area is preheated from 20°F to 70°F while the rest of the structure remains at 20°F than if the entire structure is at 40°F with no preheat.
Faster cooling rates lead to embrittlement of carbon steels which may lead to hydrogen induced cracking. This is why we must follow the requirements of the structural welding code or other standards specified by contract documents.
Potential for brittle fracture during service due to lower toughness
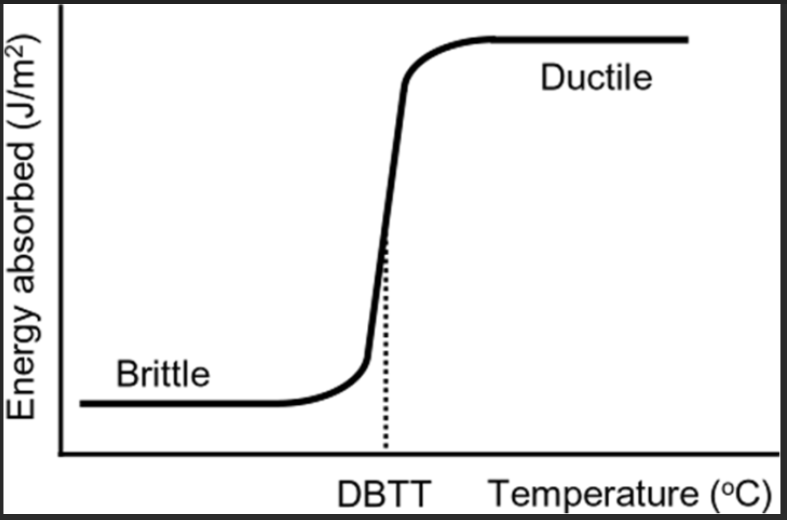
Toughness, or fracture toughness, is the ability of a metal to absorb energy in the presence of a sharp notch, often when subjected to an impact load.
Steel at room temperature is considerably more ductile than steel at extremely cold temperatures. As temperature decreases so does the toughness of steel. There is a point at which the toughness decreases abruptly, this is referred to as the Ductile-to-Brittle Transition.
Now, as fabricators and welders, why do we care about this if we can’t do anything about the service conditions? Mainly because welding can severely deteriorate the toughness of a welded connection. If the cooling rate is too high, we will embrittle the weld and HAZ making the material even more brittle.
Also, in welding we typically introduce notches (think fillet weld toes, roots of partial penetration welds, slight discontinuities on the weld surface, etc.). Notches become perfect locations for the start of a fracture, especially upon impact.
This means that when welding is performed for structures that will be in service in extremely cold conditions, we must be extremely meticulous about welding quality and weld inspection. Some undercut may be OK on a weld that is on a bridge in the Caribbean, but not so much on a bridge in Northern Canada.
Have you ever been involved in a project that requires welding in extremely cold temperatures? What were your major challenges?