

Common Welding Defects in High Carbon Steel and Their Prevention
Understanding the most common welding defects and, more importantly, how to prevent them, is fundamental to quality control in high carbon steel fabrication.Cracking
Cracking remains the most serious defect in high carbon steel welding due to the material’s high hardenability and susceptibility to hydrogen embrittlement. Cracks can be either hot (occurring during solidification) or cold (delayed, hydrogen-induced).
- Preheating: As discussed previously, preheating is crucial for slowing cooling rates, allowing hydrogen to diffuse out, and promoting more ductile microstructures.
- Low-Hydrogen Practices: Using low-hydrogen filler metals (H2, H4, H8, H16 designations) and maintaining their dryness in rod ovens is critical. Proper joint preparation, free of contaminants like rust, oil, and paint, also prevents hydrogen introduction.
- Filler Metal Selection: Undermatching filler metals or using austenitic stainless steel (309-type) or nickel-based fillers can provide added ductility and crack resistance. Matching filler metal must be used for complete joint penetration welds loaded in tension.
- Controlled Heat Input & Techniques: Employing lower current and voltage, faster travel speeds, and techniques like backstepping and multi-pass welding helps manage thermal stresses and cooling rates, reducing the likelihood of cracking.
- Post-Weld Heat Treatment (PWHT): PWHT is critical for relieving residual stresses and tempering brittle microstructures, thereby improving toughness and reducing crack susceptibility.
Porosity
Porosity appears as tiny cavities or gaps within the weld metal or on its surface, typically caused by trapped gases (hydrogen, nitrogen, oxygen) during solidification.Prevention Strategies:- Thorough Cleaning: Ensure the base metal, filler material, and electrodes are free from contaminants like rust, oil, grease, paint, or mill scale, which can introduce impurities and gases.
- Adequate Shielding Gas: Use shielding gas at the correct flow rate to ensure consistent coverage of the molten weld pool, protecting it from atmospheric contamination. Check for faulty equipment (e.g., spatter-clogged MIG nozzles, leaking hoses) that can restrict gas flow.
- Proper Welding Speed: Welding too slowly can allow more time for gases to escape from the base metal into the weld pool, while welding too fast can leave the puddle unprotected. Maintain an optimal, consistent travel speed.
- Dry Electrodes: For SMAW, low-hydrogen electrodes must be dry, as moisture is a significant source of hydrogen and can cause porosity.
Lack of Fusion / Incomplete Penetration
Lack of fusion occurs when the weld metal does not fully melt and merge with the base metal or previous weld layers, leaving a weak spot. Incomplete penetration is a specific type where the weld does not extend deep enough into the joint.Prevention Strategies:- Sufficient Heat Input: Ensure welding parameters (current, voltage, travel speed, electrode size) provide enough heat to fully melt and fuse the metals without causing excessive distortion. Too low heat input is a common cause.
- Correct Welding Technique: Maintain proper torch angle and consistent travel speed. A slight weaving motion can help distribute heat evenly.
Undercut
Undercut is a groove or notch that forms along the edge of the weld bead, where it meets the base metal. It occurs when the base metal melts excessively and the groove is not adequately filled by the molten weld metal. Since undercut creates a notch it can become an initiation point for a crack. Due to high carbon steel’s high hardness this can be a serious problem.Prevention Strategies:- Control Heat Input: Excessive current, voltage, or travel speed can lead to undercut. Reduce heat slightly or increase travel speed to prevent excessive melting.
- Correct Arc Length and Angle: Maintain a short arc length and the proper electrode or torch angle (e.g., 30°-45° approach angle) to ensure the molten puddle fills the joint adequately.
- Adequate Filler Metal: Ensure enough filler metal is added to compensate for the melted base metal. If needed, use a larger diameter filler metal or make more passes.
Advanced Heat Treatment for High Carbon Steel Welds
Beyond the general recommendations, specific heat treatment procedures before and after welding are often critical for high carbon steel, particularly for thicker sections or highly restrained joints.Preheating High Carbon Steel
Preheating is a foundational step to manage the rapid cooling that causes embrittlement and cracking in high carbon steel. The specific temperature depends on factors like metal type, thickness, and welding process. For high carbon steels or thicker sections, preheat temperatures typically range from 500°F to 800°F (260°C to 426.6°C). For general carbon steels, 200°F to 400°F (93.3°C to 204.4°C) is common.The American Welding Society (AWS) D1.1 Structural Welding Code provides guidelines, often specifying minimum preheat and interpass temperatures. For example, for an ASTM A572-Gr50 steel, AWS D1.1 might require 225°F (107°C), but for highly restrained butt splices in jumbo sections, AISC LRFD J2.8 recommends increasing preheat to 350°F (175°C). While carbon steels generally don’t require extreme precision (exceeding the minimum by ~100°F is acceptable), it’s crucial not to under-preheat.Common preheating methods include torch heating for small projects, and induction heating or resistance heating with ceramic pads for larger or more complex components. Furnaces can also be used for small production assemblies. It is essential to heat the entire region around the joint evenly, typically to a distance equal to the thickest member’s thickness (minimum 3 inches), and to verify the temperature just before each pass.Post-Weld Heat Treatment (PWHT) Procedures for High Carbon Steel
PWHT encompasses various thermal processes applied after welding to improve mechanical properties and alleviate residual stresses. This is particularly vital for high carbon steels to reduce hardness, increase ductility, and prevent delayed cracking.- Stress Relief/Annealing: This is a common PWHT technique for carbon and low-alloy steels, performed at temperatures typically between 1022°F and 1202°F (550°C and 650°C). The goal is to reduce residual stresses without significantly altering the material’s mechanical properties. The component is held at temperature for a specific duration (e.g., one hour per inch of thickness for carbon steels) and then slowly cooled. This process is crucial for pressure vessels, pipelines, and structural components to prevent stress corrosion cracking and brittle fracture.
- Tempering: For high-carbon or alloy steels, tempering is applied after welding to improve toughness and reduce the hardness induced during welding. It is performed at lower temperatures, usually 392°F to 750°F (200°C to 400°C), or higher for constructional steels (550°C-760°C), depending on the desired balance of toughness and hardness. Tempering ensures the material retains sufficient ductility while maintaining required strength. The PWHT temperature should ideally not exceed the original tempering temperature of the steel to avoid reducing strength below specifications.
- Normalizing: This process involves heating the material above its critical temperature (around 1472°F to 1652°F or 800°C to 900°C for many steels) and then cooling it in still air. Normalizing refines the grain structure, which improves both toughness and hardness. It is necessary for certain carbon steels, especially in high-stress applications like heavy equipment manufacturing.
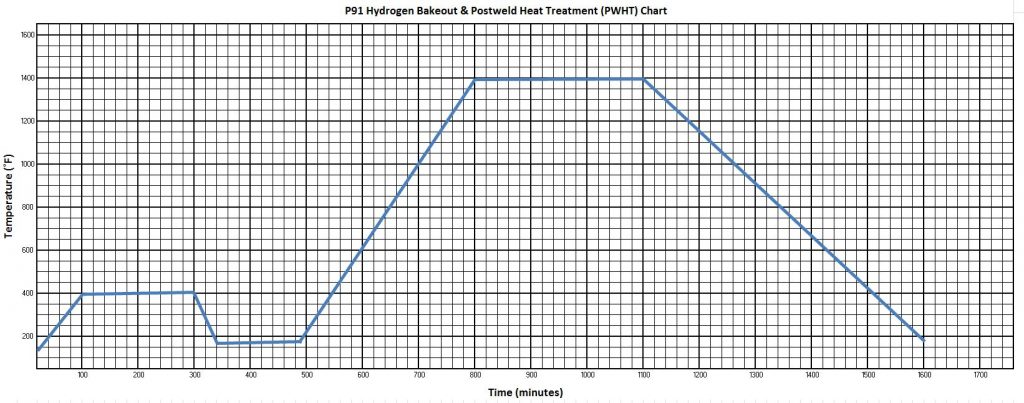
- Hydrogen Bake-Out (Post Heating): Immediately following welding, a “bake-out” or post-heating treatment can be applied. This involves reheating the component to a controlled temperature, typically between 200°C and 350°C (392°F–662°F), and holding it there. This careful heating provides an escape route for trapped hydrogen, allowing them to diffuse safely out of the metal before they can cause hydrogen-induced cracking. This is particularly useful for high-strength steels and thick components prone to hydrogen embrittlement.
Quality Control and Inspection Methods
Ensuring the quality of high carbon steel welds is paramount for safety and performance. A combination of visual inspection and non-destructive testing (NDT) methods is typically employed.Visual Inspection (VT) for High Carbon Steels
Visual inspection is the simplest, most cost-effective, and often the first method of quality control. It should be performed before, during, and after welding.- Before Welding: Check base materials for discontinuities, proper cleanliness (no oil, grease, rust, paint), correct joint edge geometry (bevels, root face), and fit-up. Verify filler metal condition and proper storage, and confirm preheat temperature requirements.
- During Welding: Inspect individual weld passes for excessive discontinuities, defects, or cracks before depositing subsequent layers. Look for issues like slag inclusions, surface porosity, and undercut. The root pass is especially critical and susceptible to cracking and trapping gas/slag.
- After Welding: Examine the finished weld for surface flaws such as cracks, porosity, unfilled craters, undercut, and dimensional variances. Evaluate the weld profile, size, length, and overall appearance against project specifications and applicable codes like AWS D1.1. While visual inspection can detect surface imperfections, it cannot reveal internal flaws.
Other Non-Destructive Testing (NDT) for High Carbon Steels
For critical high carbon steel welds, NDT methods are essential to detect internal flaws that are not visible on the surface. These methods examine the weld without damaging the component.- Liquid Penetrant Testing (LP): Used for detecting surface cracks or porosity, particularly on non-magnetic materials, but can be applied to carbon steel for surface flaws. A dye is applied, allowed to seep into flaws, and then a developer makes the dye visible.
- Magnetic Particle Testing (MP): Highly effective for detecting surface cracks on ferromagnetic materials like carbon steel. An induced magnetic field reveals flaws by attracting fine magnetic particles to the crack edges.
- Ultrasonic Testing (UT): A preferred method for speed and capability, UT uses high-pitched acoustic waves transmitted into the weld. Changes in the sound wave transmission or reflection indicate internal flaws like cracks, voids, or warps.
- Radiographic Testing (RT): Also known as X-ray inspection, RT uses X-rays or gamma rays to produce photographic records of the weld’s internal structure. It can detect sealed internal voids, cracks, and inclusions, providing a permanent film record of internal conditions. “X-ray quality” is a term often used to denote high-quality welds due to this method.
Conclusions
Welding high carbon steel is undeniably one of the more challenging tasks in metal fabrication, primarily due to its inherent hardness, reduced ductility, and susceptibility to cracking. However, by embracing a disciplined approach that integrates careful planning, precise execution, and rigorous quality control, these challenges can be effectively managed.This all begins with a clear understanding of carbon steel classifications and the specific properties that make high carbon steel unique. The increased carbon content, while providing desirable strength and wear resistance, also leads to a heightened risk of both hot and cold cracking, as well as adverse microstructural changes in the Heat Affected Zone (HAZ).Successful welding hinges on proactive measures. Meticulous material preparation, including thorough cleaning, is non-negotiable to prevent hydrogen introduction and other contaminants. Preheating the base metal to appropriate temperatures is a critical first line of defense, slowing cooling rates, allowing hydrogen diffusion, and promoting more ductile microstructures.Filler metal selection is equally vital, often favoring undermatching strengths or specialized austenitic stainless steel (309-type) or nickel-based consumables to enhance ductility and crack resistance. The consistent use of low-hydrogen electrodes and their proper storage is paramount for hydrogen control. Furthermore, optimizing welding techniques through controlled heat input, precise travel speed, and strategic methods like backstepping and multi-pass welding directly addresses thermal stresses and microstructural integrity.Finally, ensuring the quality and longevity of high carbon steel weldments necessitates comprehensive quality control. This includes thorough visual inspections at every stage of the welding process and, for critical applications, the application of various non-destructive testing methods such as liquid penetrant, magnetic particle, ultrasonic, and radiographic testing to detect hidden flaws. Post-weld heat treatments, including stress relief annealing, tempering, normalizing, and hydrogen bake-out, are indispensable for alleviating residual stresses, refining microstructures, and driving out diffusible hydrogen, ultimately enhancing the weld’s toughness, ductility, and overall durability.By adhering to these comprehensive guidelines, fabricators can confidently tackle the complexities of welding high carbon steel, producing joints that meet the highest standards of strength, reliability, and performance.Weld Troubleshooting for Non-Welding Engineers
 Learn and follow the process used by welding engineers to find the root cause of welding problems and their solutions.This troubleshooting guide goes beyond your typical troubleshooting charts on the back of an owner’s manual. The goal is not just to help you solve a welding problem, but to teach the concepts and theory behind it. Understanding why a recommended solution worked is just as important as solving the problem.This guide addresses the most common weld discontinuities and defects as well as the most common welding equipment problems.
Learn and follow the process used by welding engineers to find the root cause of welding problems and their solutions.This troubleshooting guide goes beyond your typical troubleshooting charts on the back of an owner’s manual. The goal is not just to help you solve a welding problem, but to teach the concepts and theory behind it. Understanding why a recommended solution worked is just as important as solving the problem.This guide addresses the most common weld discontinuities and defects as well as the most common welding equipment problems.