
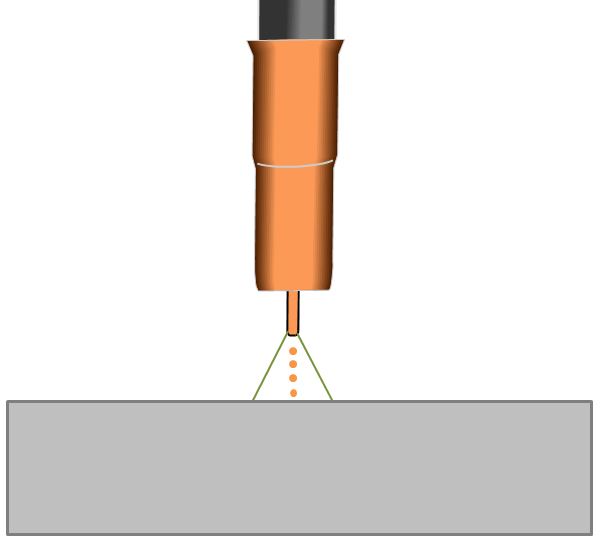
Spray is a mode of metal transfer in which a fine spray of metal droplets are projected axially from the tip of the electrode to the work. These droplets are smaller in diameter than the electrode. This mode of transfer is characterized by high wire feed speeds (high amperage), high voltage and consequently high heat input. It produces a very fluid weld puddle so it can only be used in the flat and horizontal positions.
The welds produced with spray transfer are characterized by deep penetration and excellent bead appearance, provided proper welding technique is used.
In order to achieve spray transfer the welding procedure should be such that it provides amperage above the transition current and the corresponding voltage to achieve a stable arc. The amperage level at which we attain spray transfer is dependent primarily on two variables:
- Shielding gas composition
- Electrode diameter
As we learned when discussing short circuit and globular transfer, the mode of transfer is directly influenced by amperage, voltage, current (amperage) and shielding gas composition. In order to achieve spray transfer the shielding gas should contain at least 80% argon (inactive/inert gas) with the balance being most commonly carbon dioxide and in some cases oxygen (at levels of 5% or lower). Gases of these compositions provide a stable medium for the metal droplets to transfer smoothly through the arc.
Because different gas mixtures have different energy levels and other specific characteristics, spray transfer is achieved at different current levels for a specific electrode diameter depending on the shielding gas composition.
As explained above, you need at least 80% argon in your mix to achieve spray transfer. But there is a large number of shielding gas mixtures. For now we’ll stick with some of the most common ones. The chart below shows the current at which spray is achieved for a specific electrode diameter and shielding gas combination.
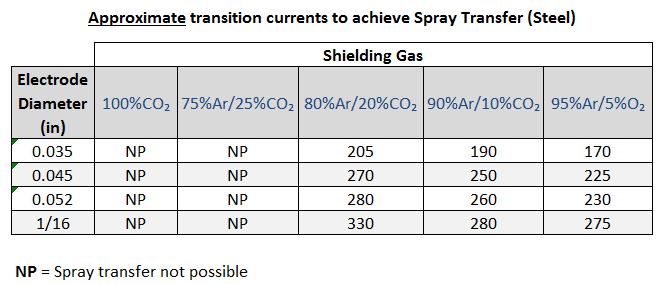
The chart above provides the estimated current at which spray transfer can be achieved. There are other factors that will affect the arc such as voltage. If your voltage is too low your arc will be erratic and you won’t have a good transfer. You also need to pay attention to other factors that affect amperage, such as your contact-tip-to-work distance (CTTWD). This is the main reason why the chart shows amperage rather than wire feed speed. For a given wire feed speed the resulting amperage will decrease as your CTTWD increases and vice versa. So keep that in mind.
It is important to note that as the percent of argon increases in the shielding gas the transition current is lower for a given electrode diameter. Spray transferred can be achieve at a much lower current when using 95/5 (argon/oxygen) than with 90/10 (argon/carbon dioxide). But before you go changing your gas for this reason don’t forget all the other things that your shielding gas composition can affect.
Advantages of Spray Transfer
- High heat input which can provide deep penetrating welds
- Higher wire feed speeds (amperage) produce high deposition rates which increase productivity
- Very clean, spatter free welds possible
- Good choice for thicker sections (1/4-inch and thicker)
- Allows for use of prequalified welding procedures
Limitations of Spray Transfer
- Use is limited to the flat and horizontal positions due to puddle fluidity
- Potential for burn-through on thinner materials
- Potential for undercut due to high voltage levels
- More expensive gas than for short circuit or globular
- Higher levels of radiated heat – uncomfortable for the welder
References: Steel Design Guide 21: Welded Connection – A Primer for Engineers