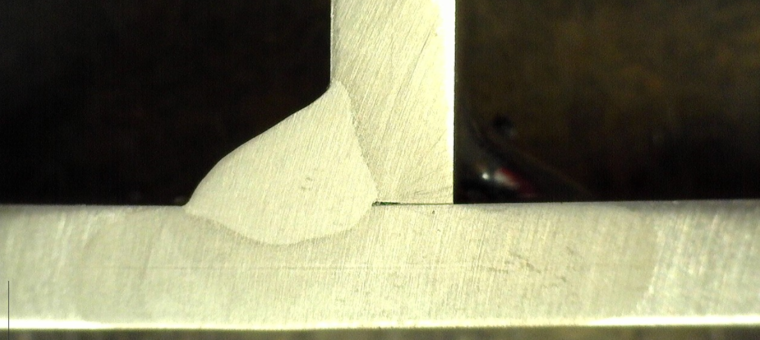
The Relationship between Heat Input and Weld Size

Heat input is important because it has an effect on cooling rates which in turn can significantly affect the mechanical properties of the weld and heat affected zone. It also plays a role in susceptibility to distortion. High heat input can be beneficial in some cases and detrimental in others. A common misconception is that […]