

The qualification of welding procedures is one of the most important steps in ensuring weld quality.
A welding procedure may look good on paper, but unless it has been tested—or developed within the limits of an accepted prequalified procedure—there is no assurance that it can consistently produce sound welds.
As discussed throughout this series, welding quality is not determined by appearance alone. Proper procedure development and qualification are essential for preventing discontinuities such as lack of fusion, cracking, incomplete penetration, and slag inclusions before production welding begins.
When fabrication work is governed by codes such as AWS D1.1 Structural Welding Code – Steel or ASME Section IX, those codes specify the exact tests required to qualify a welding procedure. These tests typically involve a combination of destructive and nondestructive examination designed to verify weld integrity and mechanical performance.
Even when a code is not required, some form of testing is still advisable whenever a new welding procedure is developed.
Why Welding Procedure Qualification Matters
The purpose of qualifying a welding procedure is simple:
To verify that the selected welding parameters can produce sound welds.
Without qualification testing, fabricators are essentially relying on assumptions.
Unfortunately, many shops skip testing entirely when code compliance is not required. This often leads to quality issues that are only discovered after production begins.
Procedure qualification testing helps verify:
- Fusion and penetration
- Mechanical strength
- Weld soundness
- Resistance to cracking
- Consistency of the welding process
These tests provide confidence that the welding procedure will perform as intended under real production conditions.
To better understand the discontinuities these tests are designed to detect, read:
10 Types of Welding Discontinuities Explained
1. Visual Testing (VT)
Visual testing is the first inspection step performed during welding procedure qualification.
Before destructive testing begins, the weld must first satisfy all applicable visual acceptance criteria.
Visual inspection can identify:
- Undercut
- Overlap
- Cracks
- Porosity
- Excessive reinforcement
- Incorrect weld size
- Surface discontinuities
Some discontinuities, such as minor porosity, may be acceptable within code limits. Others—particularly cracks—are generally unacceptable in any amount.
Although visual inspection is limited to surface conditions, it remains one of the most important quality control tools in welding.
2. Ultrasonic Testing (UT)
Ultrasonic testing is a volumetric nondestructive testing method that uses high-frequency sound waves to inspect the weld internally.
Unlike visual inspection, UT can detect subsurface discontinuities such as:
- Lack of fusion
- Cracks
- Incomplete penetration
- Slag inclusions
- Internal porosity
Because UT evaluates the entire weld volume, it is widely used in structural and pressure applications where internal weld quality is critical.
3. Radiographic Testing (RT)
Radiographic testing, commonly called X-ray inspection, is another volumetric inspection method used during welding procedure qualification.
RT works by passing radiation through the weld and recording density differences on film or digital media.
Discontinuities such as:
- Porosity
- Slag inclusions
- Incomplete fusion
appear as variations in image density.
Radiographic testing is especially useful for detecting volumetric discontinuities and is commonly used in pipe welding, pressure vessels, and critical structural applications.

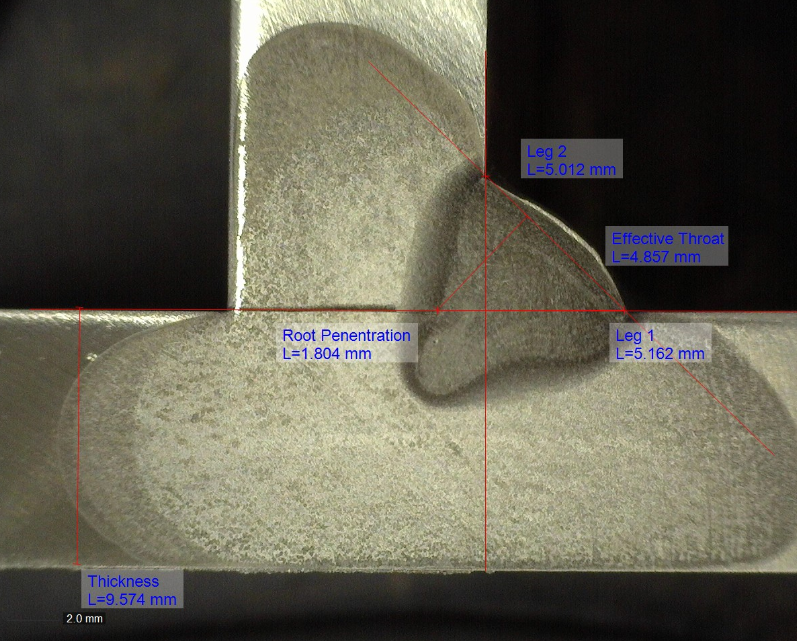
4. Macroetch Testing
Macroetch testing is one of the most useful destructive tests for evaluating weld fusion and penetration.
A cross-section of the weld is:
- Cut
- Polished
- Etched with acid
This reveals the internal weld profile and allows inspection of:
- Root penetration
- Sidewall fusion
- Weld profile
- Slag inclusions
- Internal porosity
Macroetches provide immediate visual confirmation of whether the welding procedure is achieving proper penetration and fusion.
5. Fillet Break Test
Macroetches only show a single cross-section of the weld. Fillet break tests help evaluate fusion over a longer section.
In this test:
- A fillet weld specimen is fractured
- The fracture surface is examined for discontinuities
This allows inspectors to evaluate:
- Root fusion
- Slag inclusions
- Porosity
- Overall weld soundness
Fillet break tests are commonly used when qualifying fillet weld procedures.
6. Bend Testing
Bend tests are among the most common destructive tests used in welding procedure qualification.
These tests are typically performed on groove welds and are designed to reveal discontinuities that may not be visible externally.

Common bend tests include:
- Face bends
- Root bends
- Side bends
The type of bend test required depends primarily on material thickness and code requirements.
Discontinuities such as:
- Lack of fusion
- Cracks
- Slag inclusions
- Incomplete penetration
become visible when the specimen is bent.
7. Tension Testing
Tension testing evaluates the mechanical strength of the weld.
A machined specimen is pulled apart using a tensile testing machine to determine:
- Yield strength
- Ultimate tensile strength
- Elongation
This test confirms whether the deposited weld metal and welded joint satisfy the required mechanical properties.
Tension testing is especially important in structural and pressure-retaining applications where strength is critical.
Additional Welding Procedure Qualification Tests
The tests above are some of the most common methods used during welding procedure qualification, but they are not the only options.
Additional tests may include:
- Hardness testing
- Toughness testing (Charpy V-notch)
- Nick-break testing
- Ferrite testing
- Corrosion testing
The required tests depend on:
- Applicable code requirements
- Service conditions
- Material type
- Customer specifications
When Codes Are Not Required
Some fabrication applications are not governed by structural or pressure vessel codes.
In these situations, fabricators may develop:
- Their own testing methods
- Their own acceptance criteria
This is common when code requirements would be unnecessarily restrictive for the application.
For example, if welding drip pans or non-structural containment systems, the primary concern may simply be leak prevention rather than mechanical strength.
Even in these situations, however, some form of testing should still be performed to verify weld quality.
An Alternative: Prequalified Welding Procedures
Rather than qualifying procedures through testing, fabricators may also choose to use prequalified welding procedures when permitted by the governing code.
Codes such as AWS D1.1 allow prequalification when:
- Approved processes are used
- Approved materials are selected
- Prequalified joint details are followed
- Required limits and variables are maintained
This approach can save significant time and money while still providing reasonable assurance of weld quality. Learning how to write prequalified welding procedures is not compolicated, but a sound understanding and knowing how to follow the governing code is essential.
Welding procedure qualification should never be viewed as unnecessary paperwork.
Its purpose is to verify that the selected welding process, parameters, and joint design can consistently produce sound welds before production begins.
Whether qualification is required by code or developed internally, testing provides valuable information about weld quality and helps prevent costly failures later.
References:
Welding Procedure Development for Non-Welding Engineers
Qualification of Welding Procedures, Welders and Welding Operators
