
If you look at any of the structural welding codes you’ll notice that contact-tip-to-work-distance (CTTWD) is a variable which must be listed in welding procedure specifications (WPSs). However, it is not an essential variable, meaning that changes to CTTWD of any amount do not require requalification. This can seem puzzling to some, especially those that understand how critical CTTWD is due to its effects on amperage.
CTTWD is extremely important because even slight changes can cause significant changes to our welding current. At a given wire feed speed we can have a swing of over 50 amps if we go from a ½-inch CTTWD to 1-¼-inch .
The reason why CTTWD is not an essential variable is because although it affects amperage, amperage itself is an essential variable. This creates a problem. A perfectly written WPS may call for a ¾” CTTWD. If the welder runs a 1-½” CTTWD the amperage may drop below that allowed by the WPS. If there is no one monitoring current at the time, no one would know that a weld or welds were made in violation of the WPS.
To illustrate the importance of CTTWD take a look at the following images.
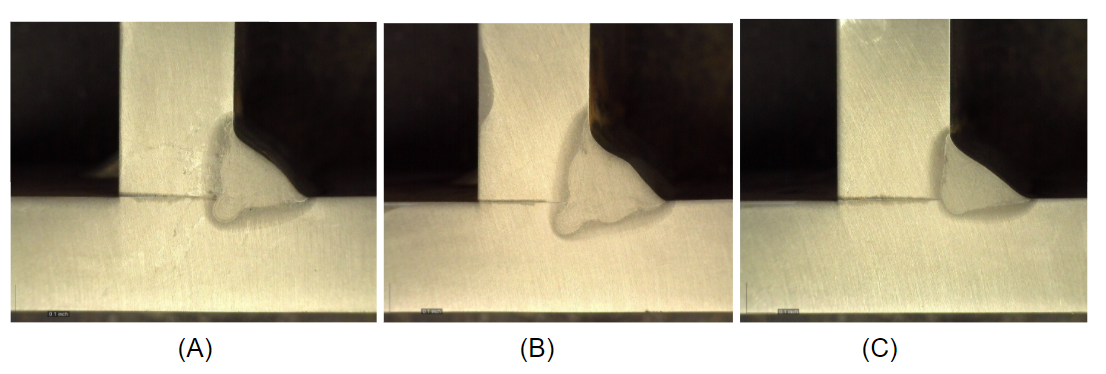
All three of these welds were made with the exact same parameters with the exception of the CTTWD. The procedure was .045” ER70S-6 at 375ipm 27.5V with 90Ar/10CO2 shielding gas. The desired weld size was ¼”. Below are the values for CTTWD and the resulting amperage.
- ¾” CTTWD → 278 amps
- ⅜” CTTWD → 354 amps
- 1-½” CTTWD → 219 amps
The main procedure (A) provides very deep penetration, so when the CTTWD is increased and amperage drops significantly we still achieve fusion to the root and even get a good amount of penetration into the root as seen in image (C). When we decrease the CTTWD to ⅜” the amperage spikes and we get extremely deep penetration as can be seen in image (B).
The problem lies when our welding procedure is not this robust. Imagine we are using 0.035” wire and running at 140 amps. What happens if we increase our CTTWD too much and our amperage drops to 90 amps? Would we still get fusion to the root and side walls? What if on top of this change we also have mill scale? You are almost guaranteed total lack of fusion.
In the example above our PQR was run at the 278 amps (A). Following AWS D1.1 we would have an acceptable range for amperage in our WPS of +/- 10% or 250 – 306 amps. As you can see, the changes to CTTWD create an issue where we are outside of the allowable range for amperage and thus in violation of the WPS.
Skilled welders are able to maintain an adequate CTTWD. And when this CTTWD gets too large there are changes to the arc characteristics that the welder can see and immediately correct. However, sometimes this excessive CTTWD is not due to welder skill, or lack thereof, but due to reach issues. There are many reasons why our CTTWD can change dramatically. It is important to understand the implications of this. If it happens too often it may be time to reevaluate how welding is being done.
Reference: Welding Procedure Development for Non-Welding Engineers