
In the January 2011 AWS publication of Inspection Trends, Albert J. Moore Jr. states that “other than the measuring tape, the fillet weld gage is the most used measuring device in the welding inspector’s kit.” We agree with this statement, but are also convinced that the fillet weld gage is THE most underused tool by people responsible for quality and welding operations. In our experience 98% of fillet gages are owned by CWIs and other inspectors, yet welders, supervisors and production managers should all be using them, as they are always conducting welding inspection. We also know that other than CWIs most people that owned these gages use them improperly.
There are several kinds of gages used in measuring welds and weld defects such as porosity, undercut, underfill, concavity, etc. The two most used and certainly our favorites are the Standard Fillet Weld Gage and the AWS Gage (Automatic Weld Size Gage). Below are instructions and graphics on how to use both.
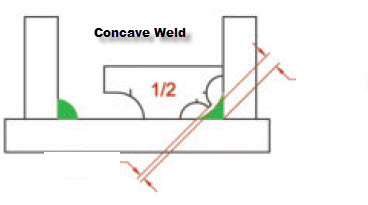
This Fillet Weld Gage is on of the easiest to use and it is helpful to check for fillet size and concavity. We always want our welds to be flat to slightly convex. This gage will let you know if your weld is concave.
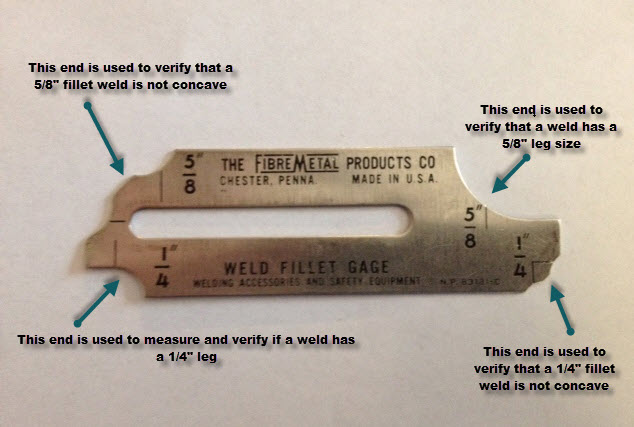
A weld fillet gage set will typically include 7 or more pieces similar to this one.
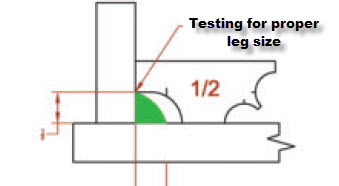
Example of properly sized 1/2″ fillet weld
The illustrations above show you how to test a 1/2″ fillet. Slide the gage and have the top end rest against the vertical piece. This end should be exactly at the top edge of the weld to be a 1/2″ fillet. If there is space between the gage and the toe of the weld then the weld is undersized. The bottom edge of the fillet has more room. This is to allow for a larger leg size. This is sometimes useful with big fillet welds were gravity will tend to make the bottom leg larger. The vertical line will show where the bottom toe should be.
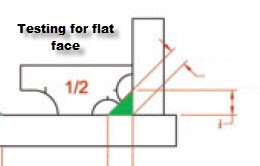
Once we have determined that our weld is properly sized at 1/2″ we test for concavity/convexity. As a general rule of thumb fillet welds should never be concave. The protrusion in the middle of the gage should make contact with the weld – this verifies that the weld is not concave. If there is daylight between the face of the weld and this end of the gage then our weld is concave and no longer an acceptable 1/2″ fillet.
Below are examples of welds that were supposed to be 1/2″ but ended up being undersized and convex.
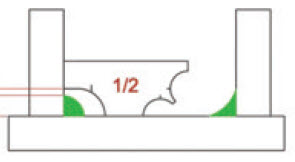
Fillet weld was supposed to be 1/2″ but fillet gage shows it is undersized
This weld may have measured at 1/2″ but has a concave face making it an unacceptable 1/2″ fillet
This gage is more versatile than the Standard Fillet Gage. Below is all it can measure:
1. Size of a fillet weld – place gage against the toe of the weld and slide the pointer down towards the bottom piece of the structure being welded. The size of the fillet weld will be indicated by the gage.
Measuring a fillet weld
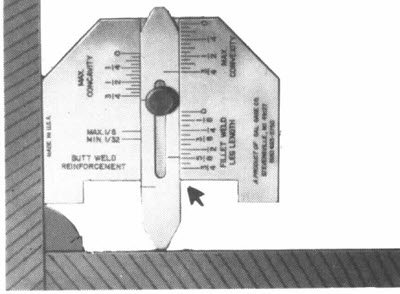
2. Permissible tolerance of convexity – Using the end of the gage that has the 45-degree angle sides bring the gage until it touches both pieces being welded. Once again, slide the pointer down, this time until it touches the face of the weld. The gage will indicate if there is too much reinforcement.

Checking for a flat face and/or measuring amount of reinforcement (convexity) on a fillet weld
3. Permissible tolerance of concavity and underfill – Doing the same as when checking for permissible convexity the gage will indicate if there is a concave weld.
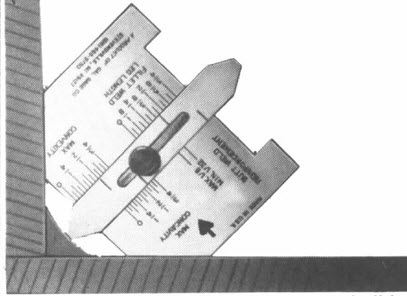
Measuring underfill/concavity on a fillet weld
4. Permissible tolerance of reinforcement – Butt weld will sometimes have a specified maximum reinforcement allowed. Placing the gage as shown above you will be able to measure reinforcement on a butt weld.
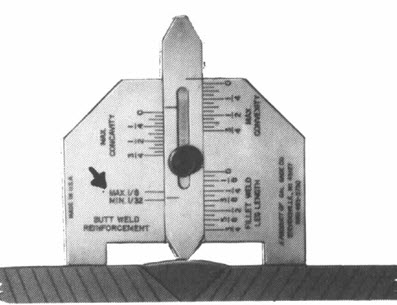
Measuring reinforcement on groove butt weld
There are other gages that can also measure undercut, misalignment, amount of porosity, and angle of preparation.
Do you have a preferred gage? If not, are you considering one of the above or some other one?
The most prevalent obstacle to accuracy in measuring welds to conformance using weld gauges is measuring on parts that are distorted. Stainless steel very heavily distorts, and most gauges require straight edges or flat members adjacent to the weld. What are some ways to measure welds more accurately on distorted members?
Great question. Distortion certainly creates a problem in measuring welds, for example. Other types of gages, such as a V-WAC which is used to measure undercut may be used. Alternatively, the leg size can be measured with ruler or scale.
Thank lot and more helpful to identify different gage types and proper usage.
How to calibrate this gauges? Any standard available for this gauge
These gages are calibrated when they are manufactured. There is a chance that they can wear a bit, but if they are no longer true to size they cannot be calibrated. They need to be replaced. You could use thickness calibrating blocks to ensure the gages still measure correctly, but these are very expensive and it is a cheaper, better and easier to buy new fillet gages.
Question
So if you are welding 2 plates, each with a thickness of 1/2 inch, do you use the 1/2 inch fillet weld gauge to check it? In other words, what determines how big of a weld to put on a certain thickness of metal? I rebuild heavy equipment, mostly buckets and dozer blades, there are no blue prints, is there a formula for how much weld to put on? thanks
The size of the weld depends on what kind of loads the weldment will be subjected to. If you are doing a fillet weld you will achieve full strength from that connection if both fillet welds are 3/8″. The rule of thumb is 3/4 of the thinnest member. In this case, since both are 1/2 inch your full strength weld (welded from both sides) would be 3/4 x 1/2 = 3/8 inch. However, most fillet welds are not transferring full loads, rather they are there to add rigidity. AWS D1.1 provides minimum fillet weld sizes for a given material thickness. For 1/2 inch the minimum fillet weld size is 3/16″.
Keep in mind that penetration into the root adds to the strength of the weld. So you welding procedure matters. To see how to calculate the strength of a fillet weld see this article: https://weldinganswers.com/how-to-determine-the-shear-strength-of-a-fillet-weld/
Good morning,
I am trying to calibrate some standard fillet weld gages and I am having a hard time finding the tolerances for the gages. Can you point me in the right direction?
Thanks,
Barb
What kind of fillet weld gage do you have. Fillet gages can typically only be certified but not calibrated unless there is a way to readjust the zero position. Ceramic blocks are a good option to serve as calibration blocks. Manufacturer of fillet gages, such as G.A.L. will certify their gages with a tolerance of +/- 0.004 inches.
good article
thank you
thanks
This is very useful as basic concept .A lot we can use it practically
welding gauge usage is kind of difficult according to me anyways great post
regards
linda sanom
some of the people don’t even know how to proper use the welding gauge. bro thanks for the details
Very useful.
We’re glad to hear to that. Thanks for reading.
Was looking for a tool to help gauge the radii shown in AWS D1.1-2010 Figure 5.2 Weld Access Hole Geometry – R greater than or equal to 3/8″ (Typical 1/2″). Saw your presentation on the use of Fillet Weld gages and had an “Aha!” moment when I looked at the radius on the leg size portions of the 3/8″ – 1/2″ gage. Is it possible you might have an extra use for your tools?
Hello Michael. The part of the gauge that you are referring to is not a quarter of a circle, so the radius is not equal to the size of fillet leg it is supposed to measure (one side of the opening is considerably larger than the other). There are radii gauges available which can be used for this. Many people in the field will sometimes use other tools of know radius or diameter such as bolts to verify the access hole has a minimum radius of 3/8in.
Wow, it is amazing that the little weld gage can measure so many aspects of a welded piece of metal. My son has been thinking of taking some welding classes, and I think that a gage could really help him. Since I know that he would be making a lot of 1/2″ fillets, I know it will be especially helpful for measuring the concavity of them.
The above mentioned gauge does not work on Small 3/4 and 1/2 “inch socket welds.There is not enough gap to balance the gauge.Also like shown above the typical vertical support for the gauge we do not have the same on socket weld fittings .
Please advise an appropriate use or alternative gauge.
Newman Tools makes a gage that may fit your needs. It is shorter in length than the ones shown above. The link below takes you to Amazon. I believe they are also available directly through Newman Tools.
https://www.amazon.com/gp/product/B01HTBXOJ6?ie=UTF8&tag=weldianswe06-20&camp=1789&linkCode=xm2&creativeASIN=B01HTBXOJ6
This tool will certainly take care of not having the vertical support. Keep in mind that this tool measures the throat, not the leg size. Using simple math you can determine leg size.
How much clearance to do you have when measuring the vertical leg (resting the gage parallel to the tube/pipe)?
The teaching sessions were quite informative and practically useful.Don CPP.
WPS knowledge is essential for all involved in welding industry
required more clearity
Thanks for sharing info on these two types of welding gages. It is so cool that the AWS can actually determine whether the level of concavity and convexity is alright. In stead of just determining whether there are signs of it, you can see the levels on a much more specific scale. Do these more specific measurements allow for more pieces of metal to pass inspections?
Hello Maggie, there are several other weld gauges available. Some are better suited to specific applications. Testing the concavity/convexity of a fillet weld is very important. A concave weld may fail to have adequate throat size. A convex weld may exceed the amount of reinforcement allowed per code. Typically the maximum convexity depends on the width of the weld.
We generally do not see weld gauges that give a value for the convexity of a weld. What we see are go/no-go gauges. These are great since they are specific to a certain fillet weld size. Do you have a specific gauge you use for this value?
It is very helpful and a job well done. Thanks.
Adejuyigbe.
Thanks Samuel. We are glad you enjoyed the article.
Your instructions are the best and the clearest that I have seen. Do you have instructions for a Weld Fillet Gauge? Thankyou;
Very good!!! For your next project could you demonstrate how to use the Cam-type welding gauge.
Thank you for this simple, yet informative article.
Everyone publishes the four functions of the AWS gage and how they are used. How about some actual measurements (pictures) that you can read the dimensional size and a description of each function? (show and tell of each function).
Thanks for your comment Raymon. We will try to update this post soon to include pictures as you suggested. Thanks for the feedback.
This is very helpful. Thank you