
The modes of metal transfer refer to the different ways in which the filler metal (electrode) is transferred through the welding arc and into the weld puddle. We can write a book on this topic but we’ll keep it simple to provide an understanding of the different modes of transfer, what they require and what their advantages and limitations are.
The variables that determine the mode of metal transfer include: wire diameter, amperage, voltage and shielding gas composition.
The basic modes of metal transfer are:
There are variations which create sub-categories within these four, but no need to complicate things over a mostly theoretical differentiation.
This article will focus on short circuit transfer and we’ll cover the other three modes in later posts.
Short Circuit Transfer
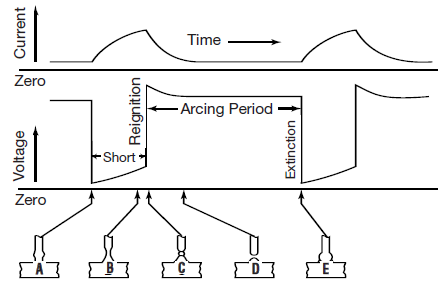
Short circuit, commonly called “short arc” and formally called GMAW-S, is a mode of metal transfer with low heat input where the transfer of metal from the electrode to weld puddle occurs by a series of electrical shorts. As the welding wire is fed it makes physical contact with the base material and creates a short. As the short occurs the voltage immediately drops to zero. However, mig welding machines are constant voltage power sources and their main job is to keep the voltage constant. In order to do so in the presence of short, which wants to drive the voltage to zero, the power source will increase the amperage to break the short.
The short is essentially blasted away by the spike in amperage causing an explosion of sorts. This explosion generates spatter and the crackling noise we hear. Some people liken the sound of short circuit transfer to that of frying bacon. Every time the wire shorts to the base metal the welding arc is extinguished. The welding machine will react instantaneously with the spike in amperage to eliminate the short and reignite the arc. This happens many times per second (up to 200 times per second!) which is why we never see the arc go out.
Short circuit transfer generates low heat input due to the low amperage and low voltage used. Because of this, it is limited to thin materials. The American Welding Society prohibits the use of short circuit transfer in prequalified welding procedures because of the high probability of lack of fusion.
Typical shielding gases for short circuit transfer include 100% carbon dioxide and mixes containing up to 75% argon with the balance being carbon dioxide.
Advantages of Short Circuit Transfer
- Good for thinner materials (1/8” and under) – low heat input prevents blowing through the base material and as long as the travel speed is adequate can also prevent distortion.
- All-position welding – due to the low heat input the puddle solidifies quickly which allows for welding in all positions.
- Great for gaps and bad fit up – short circuit transfer is good for bad fit-up, including gaps. Short circuit is widely used to run the root pass on pipe because of this reason.
- Low cost – The low amperage requirement of short circuit transfer means that basic, low-end power sources can be used. Carbon dioxide is also relatively inexpensive compared to mixes with high argon content.
Limitation of Short Circuit Transfer
- Limited to sheet metal – as mentioned above, the low heat input produces lack of fusion on thicker sections.
- Spatter – the shorting of the arc and subsequent blasting of the arc by the spike in amperage generates spatter which increases clean up time and reduces the electrode efficiency.
- Not allowed for use in prequalified welding procedures (due to susceptibility to lack of fusion).
The biggest problem with short circuit transfer is that we can make a very nice looking weld that gives the illusion of quality. Single and multi-pass short circuit transfer welds are made every day on trailer frames, steel buildings and other load-bearing structures. This is why having qualified welding procedures is crucial. Following codes such as AWS D1.1 Structural Welding Code (Steel) should not be seen as a nuisance but rather as an opportunity to increase quality by following proven guidelines.
To illustrate what using short circuit transfer in structural members can mean take a look at the images below. The first weld (left) was made using short circuit transfer. The weld on the right was made with spray transfer.

Looking at the exterior of these welds we can assume that both are good welds. Some people prefer the weld on the left because they like the look of the ripples. But what is underneath these welds? Let’s take a look.
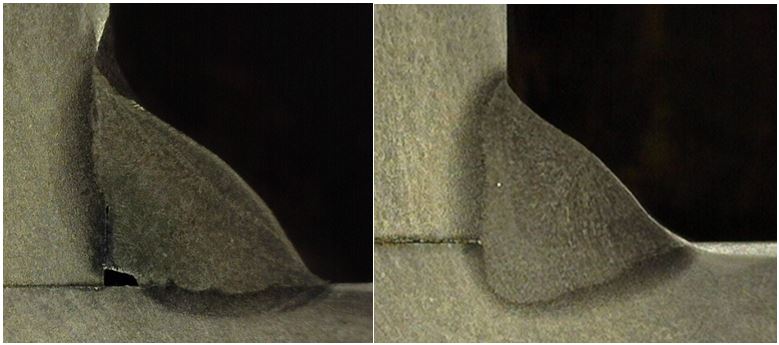
Although both welds are the same size, the weld on the right (spray transfer) has almost twice the load bearing capacity due to its deep root penetration. The short circuit transfer weld on the left shows significant lack of fusion. These welds were made on 3/8-in material to show that short-circuit transfer should not be used on thick sections. For more on this topic read How To Determine the Shear Strength of a Fillet Weld.
Is it time for you to consider the quality of your welds?
Reference: The Procedure Handbook for Arc Welding, 14th Edition